
Roughness parameter
In powder mixers, agglomerators, vacuum mixer dryers and synthesis reactors, the surface quality of the parts in contact with the product plays an important role. The smoother the surface, the better the self-draining behaviour. The smoother the surface, the easier it is to clean the equipment.
The roughness values commonly used in mechanical engineering are Rt, Rmax, Rz, Ra, Rp and Rmr.
In welded constructions, the surfaces in contact with the product are ground either semi-automatically or manually. As a rule, the ‘arithmetic centre roughness value’ method is used. The roughness determined in this way is labelled Ra.
Practical procedure:
Certain areas of the mixer/dryer/agglomerator/synthesis reactor to be qualified are defined for the measurement. The roughness measuring device is aligned at right angles to the grinding direction.
The roughness value Ra records the peaks and troughs within a defined measuring section. The profile of ‘peaks and valleys’ is integrated over the measuring section and divided by the measuring section.
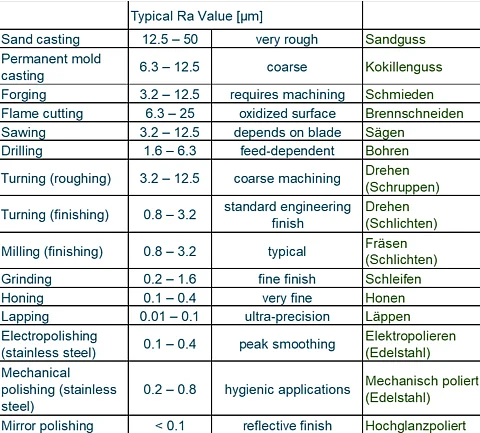
The following quality classes for roughness Ra are common in apparatus and mixer construction
- Ra less than 1 µm
- Ra less than 0.8 µm
occurs less frequently
- Ra less than 0.4 µm
Mirror polishing is a special quality. Here, after grinding, Ra less than 0.2 µm is polished with a lapping paste.
Another special quality is electropolishing. In electropolishing, the workpiece is immersed in an acid bath. A live electrode is passed over the workpiece. The ‘roughness peaks’ are removed galvanically.