
Caractéristique de rugosité
Dans les mélangeurs de poudres, les agglomérateurs, les mélangeurs-sécheurs sous vide et les réacteurs de synthèse, l'état de surface des pièces en contact avec le produit joue un rôle important. Plus la surface est lisse, meilleur est le comportement d'auto-vidange. De même, le nettoyage d'un appareil est d'autant plus facile que la surface est lisse.
Les mesures de rugosité utilisées dans la construction mécanique sont Rt, Rmax, Rz, Ra, Rp et Rmr.
Dans les constructions soudées, les surfaces en contact avec le produit sont poncées soit de manière semi-automatique, soit manuellement. En règle générale, on utilise la méthode de la « rugosité moyenne arithmétique ». La rugosité ainsi déterminée est désignée par Ra.
Procédure pratique :
Des zones spécifiques du mélangeur/sécheur/agglomérateur/réacteur de synthèse à qualifier sont définies pour la mesure. L'appareil de mesure de la rugosité est orienté perpendiculairement au sens de broyage.
La valeur de rugosité Ra saisit les pics et les creux à l'intérieur d'une distance de mesure définie. Le profil composé de « monts et de vallées » est intégré sur la distance de mesure et divisé par celle-ci.
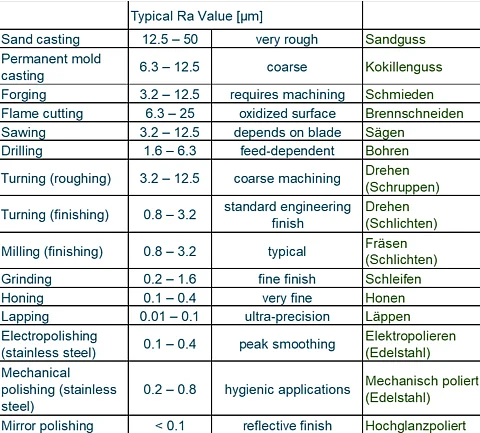
Dans la construction d'appareils et de mélangeurs, les classes de qualité suivantes sont courantes pour la rugosité Ra
- Ra inférieur à 1 µm
- Ra inférieur à 0,8 µm
plus rare se produit
- Ra inférieur à 0,4 µm
Le polissage miroir constitue une qualité spéciale. Ici, après le prépolissage, Ra inférieur à 0,2 µm est poli avec une pâte de rodage.
L'électropolissage est une autre qualité spéciale. Lors de l'électropolissage, la pièce est plongée dans un bain d'acide. Une électrode sous tension est passée sur la pièce. Les « pointes de rugosité » sont éliminées par galvanisation.