
Production of Pesticides (Part 1)

The development and testing of plant protection products takes many years. The costs are similar to those for the development of pharmaceuticals.
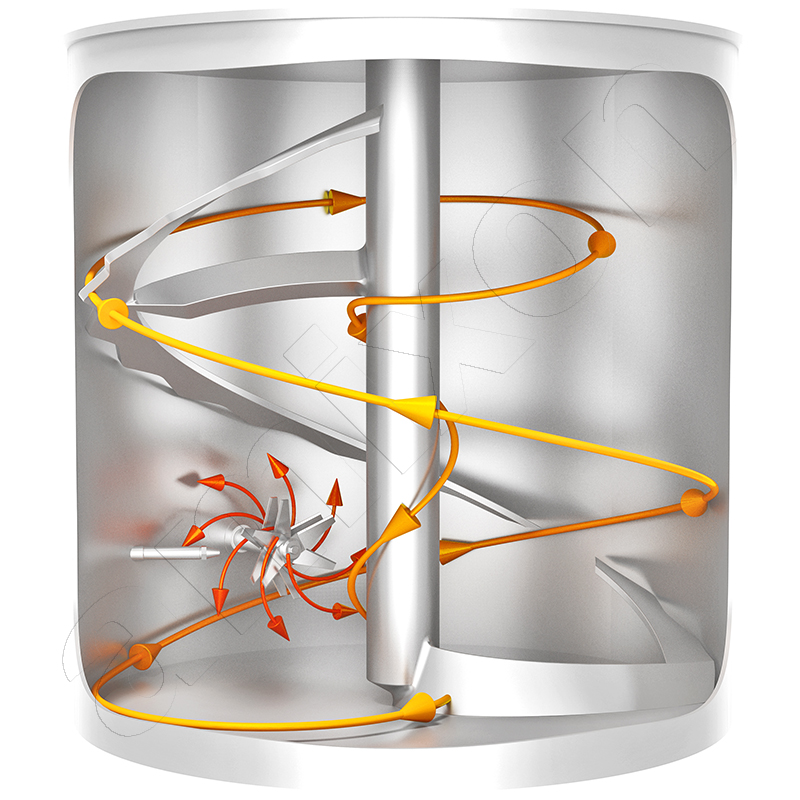
Dead space-free vacuum mix drying regardless of the filling level. Low speed protects the mix particles.
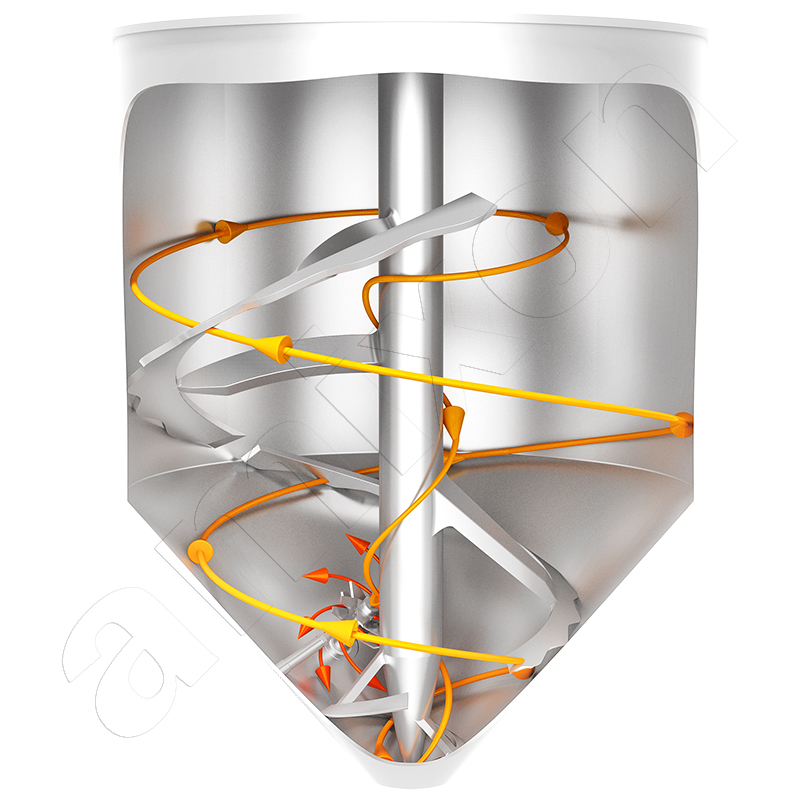
Dead space-free vacuum mix drying in the cone dryer. Slowly rotating mixing tool protects the mix particles.
The manufacture of plant protection products requires modern processing facilities. This is because these highly effective substances are valuable – partly due to the high development costs, and partly because of the complex manufacturing process.
At the end of the final synthesis step, a liquid or powdered chemical is produced. Due to its high concentration, it can only be handled in closed systems (pressure- and vacuum-tight). Before it reaches the market, it is diluted/extended and carefully formulated. This ensures the health and safety of the user is safeguarded. The powdered form is increasingly preferred for reasons of longer shelf life and reduced transport volume.
amixon® has developed vacuum mixing dryers that dry particularly quickly and gently. The powder is generally free-flowing, crystalline and low in dust.
This two-part article describes typical amixon® design features for greater efficiency:
- very low drying temperature
- accelerated heat input
- faster drying
- lower shear stress on the product
- preservation of the particle structure
- better residual discharge
- Solvent recovery
- Question: What is the role of vacuum drying in the synthesis process? Short answer: In amixon® vacuum mixing dryers, it completes the synthesis step and produces a powdered intermediate product that serves as a starting material for subsequent synthesis stages. Detailed question: Why is vacuum mixing drying so important for modern active ingredients in plant protection products? Short answer: Because with every synthesis step, the active ingredient becomes more valuable and sensitive, and vacuum drying specifically minimises thermal and mechanical stress. Detailed question: What materials are used in a synthesis line? Short answer: The general answer is: wherever the materials are wet or damp, the materials used must be of particularly high quality. amixon® uses nickel-based alloys such as Alloy 59 (2.4605) or Hastelloy C22 (2.4602) as standard. Once the synthesis product has been sufficiently dried and cooled in the vacuum dryer, stainless steels such as 1.4571 or 1.4404 are generally sufficient for further solid-state processing.
- Question: What equipment does amixon® supply for a conventional multi-purpose synthesis line? Short answer: Synthesis reactors, mixers for washing the synthesised particles, paste hoppers, vacuum contact dryers, cooling and filling mixers, and formulation mixers for powdered plant protection products.
- Question: How does the first synthesis step for powdered plant protection active ingredients take place? Short answer: The starting materials are dissolved or suspended in a solvent. They then react in the liquid phase. Following this, chemical precipitation or crystallisation is initiated. The active ingredient particles obtained are washed, mechanically dehumidified and dried. Vacuum mixing and drying in the amixon® apparatus produces a free-flowing, homogeneous powder with a defined particle structure. In the process, the solvents are largely recovered.
- Question: Why is the development of new plant protection products so complex? Short answer: It takes around ten years, incurs development costs in the hundreds of millions, and requires numerous studies.
- Question: Why are the demands on synthesis reactors in crop protection production increasing? Short answer: Because synthesis processes are becoming more complex, the products are more temperature-sensitive, the solvents are becoming more aggressive, and at the same time, higher pressure, temperature and hygiene requirements apply. Detailed question: Why does amixon® rely on nickel-based materials such as Hastelloy C22 and Alloy 59 for reactors and dryers? Short answer: They offer very high resistance to corrosion and wear under varying pressure and temperature conditions, thereby ensuring a long service life for the equipment. Detailed question: What characterises good process plant engineering? Short answer: Short answer: 1) welding qualifications, 2) ongoing training, 3) the use of welding and grinding robots, 4) comprehensive material and manufacturing documentation that is integrated into the quality assurance system, 5) intelligent design and carefully executed strength calculations, 6) strictly monitored corrosion tests. amixon equipment generally has a long service life. This is often more than 40 years.
1) Vacuum drying in the amixon® dryer completes the respective synthesis step.
Vacuum drying produces a powdered synthesis product. This serves as a starting material for a further synthesis step. Modern, highly effective powdered chemicals are usually the result of several synthesis steps, which almost always end with vacuum mixing and drying. With each synthesis step, the active ingredient becomes more valuable and often more sensitive. During drying, it is therefore important to avoid thermal and mechanical stress.
Once the synthetic product is dry and cool enough to be discharged from the vacuum dryer, simple stainless steel materials such as 1.4571 or 1.4404 are generally sufficient again.
An important part of active ingredient development concerns the final product formulation: one example is the micronisation of powdered active ingredients and their subsequent agglomeration. Agglomerated products are fixed in their mixed state, produce little dust and are easily suspended or dissolved in water. In contrast, small individual particles would float permanently on the water without settling. Only a lump-free, homogeneous suspension or solution can be applied evenly by the farmer.
Another quality aspect is long-term stability. Regardless of the climate zone in which the plant protection product is used, it must not degrade and must be readily soluble and dispersible.
At the amixon® technical centre, the processing steps of synthesis, vacuum contact drying, homogenisation and granulation can be demonstrated. amixon has decades of experience in the design of process machinery that is 10 to 50 times larger than the pilot-scale machines.
The amixon® twin-shaft mixer HM 3000 is used for the formulation of powdered active ingredie

Active ingredients from the VMT 5000 vacuum mixing dryer are filled into big bags.
Vacuum drying produces a powdered synthesis product. This serves as a starting material for a further synthesis step. Modern, highly effective powdered chemicals are usually the result of several synthesis steps, which almost always end with vacuum mixing and drying. With each synthesis step, the active ingredient becomes more valuable and often more sensitive. During drying, it is therefore important to avoid thermal and mechanical stress.
Once the synthetic product is dry and cool enough to be discharged from the vacuum dryer, simple stainless steel materials such as 1.4571 or 1.4404 are generally sufficient again.
An important part of active ingredient development concerns the final product formulation: one example is the micronisation of powdered active ingredients and their subsequent agglomeration. Agglomerated products are fixed in their mixed state, produce little dust and are easily suspended or dissolved in water. In contrast, small individual particles would float permanently on the water without settling. Only a lump-free, homogeneous suspension or solution can be applied evenly by the farmer.
Another quality aspect is long-term stability. Regardless of the climate zone in which the plant protection product is used, it must not degrade and must be readily soluble and dispersible.
At the amixon® technical centre, the processing steps of synthesis, vacuum contact drying, homogenisation and granulation can be demonstrated. amixon has decades of experience in the design of process machinery that is 10 to 50 times larger than the pilot-scale machines.
The amixon® twin-shaft mixer HM 3000 is used for the formulation of powdered active ingredie
Active ingredients from the VMT 5000 vacuum mixing dryer are filled into big bags.
2) An example of a synthesis line

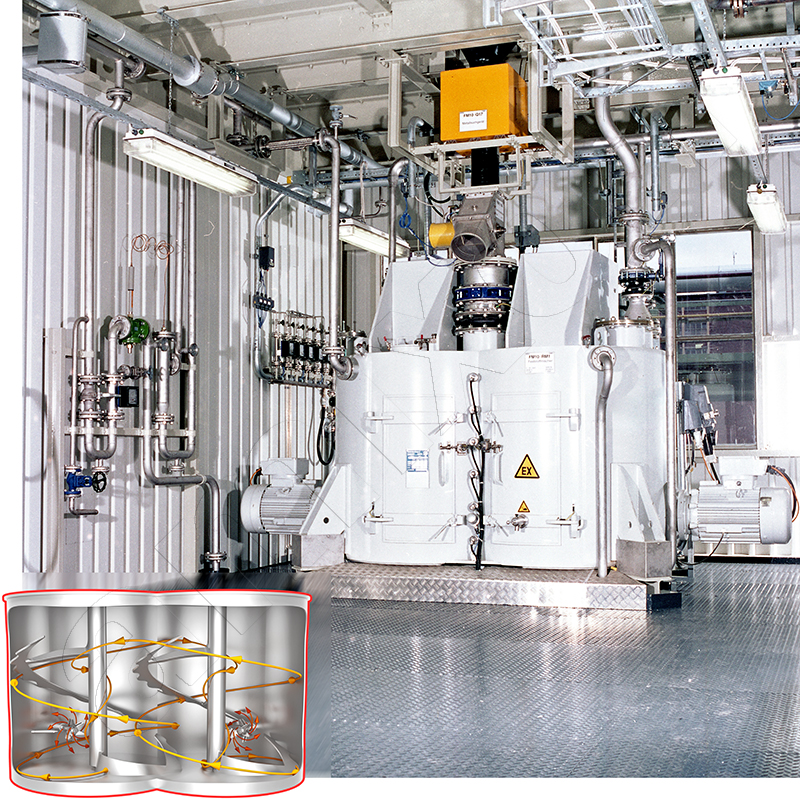
Example of a classic multi-purpose synthesis plant. amixon® manufactures the following apparatus: Synthesis reactors, paste bunkers, vacuum contact dryers, cooling and filling mixers.
Example of a classic multi-purpose synthesis plant. amixon® manufactures the following apparatus: Synthesis reactors, paste bunkers, vacuum contact dryers, cooling and filling mixers.
3) Multi-stage production process with stringent requirements
The synthesis steps involved in the manufacture of plant protection products vary depending on the active ingredient and the formulation. However, the basic process logic is similar for powdered products. A solvent is first introduced into the reactor. The powdered starting materials are added and either completely dissolved or finely suspended. The first synthesis reaction takes place in this liquid phase. Stirring and recirculation pumps can be used to specifically control the reaction kinetics. Once the reaction is complete, the new active ingredient is present in the liquid phase. The precipitation or crystallisation of the intermediate product is initiated by adding suitable additives and lowering the temperature to a defined level. Particularly gentle mixing is required during this phase. This is where the crystalline particle structure forms. As a rule, the suspension remains pumpable.
In the next step, the active ingredient crystals undergo a multi-stage washing process. During this process, water or solvents remove residual reagents. Mechanical solid-liquid separation is usually carried out using centrifuges. Alternatively, vacuum filters or chamber filter presses may be used. Gas-tight, closed systems are preferred in order to prevent emissions.
https://www.youtube.com/watch?v=StPGmvy-i4E
The final stage is thermal drying in the amixon® vacuum mixing dryer. Here, the moist active ingredient powder is gently dried. The aim is to preserve the particle structure as much as possible. The active ingredients must not be subjected to excessive thermal stress. At the same time, the aim is to recover as much of the solvents used as possible. The result is a dry, free-flowing intermediate product for the next stages of synthesis.

amixon® vacuum mixing dryer/synthesis reactor VMT 200, all parts in contact with the product are made of Alloy 59.

amixon® vacuum mixer dryer/synthesis reactor VMT 6500. All parts in contact with the product are made of Alloy 59.
The synthesis steps involved in the manufacture of plant protection products vary depending on the active ingredient and the formulation. However, the basic process logic is similar for powdered products. A solvent is first introduced into the reactor. The powdered starting materials are added and either completely dissolved or finely suspended. The first synthesis reaction takes place in this liquid phase. Stirring and recirculation pumps can be used to specifically control the reaction kinetics. Once the reaction is complete, the new active ingredient is present in the liquid phase. The precipitation or crystallisation of the intermediate product is initiated by adding suitable additives and lowering the temperature to a defined level. Particularly gentle mixing is required during this phase. This is where the crystalline particle structure forms. As a rule, the suspension remains pumpable.
In the next step, the active ingredient crystals undergo a multi-stage washing process. During this process, water or solvents remove residual reagents. Mechanical solid-liquid separation is usually carried out using centrifuges. Alternatively, vacuum filters or chamber filter presses may be used. Gas-tight, closed systems are preferred in order to prevent emissions.
https://www.youtube.com/watch?v=StPGmvy-i4E
The final stage is thermal drying in the amixon® vacuum mixing dryer. Here, the moist active ingredient powder is gently dried. The aim is to preserve the particle structure as much as possible. The active ingredients must not be subjected to excessive thermal stress. At the same time, the aim is to recover as much of the solvents used as possible. The result is a dry, free-flowing intermediate product for the next stages of synthesis.
amixon® vacuum mixing dryer/synthesis reactor VMT 200, all parts in contact with the product are made of Alloy 59.
amixon® vacuum mixer dryer/synthesis reactor VMT 6500. All parts in contact with the product are made of Alloy 59.
4) The development of new plant protection products is a lengthy and costly process

amixon® vacuum mixer dryer/synthesis reactor VMT 100. Pilot units of 50 liters, 100 liters, 200 liters or 400 liters are available in the amixon® test center.
The development of new plant protection products is a lengthy and costly process. It usually takes around ten years from development to approval and market launch. New substances are continually being discovered in the laboratory and tested in pilot trials. Manufacturers typically invest a sum in the hundreds of millions for a new active ingredient. Numerous studies are carried out and a wide range of process and efficacy parameters are recorded. Health and safety are a top priority throughout this process.
Each test substance is formulated so that it can be used safely in agriculture. Carriers such as rock dust or organic solvents serve as adjuvants. Surfactant emulsifiers act as wetting or adhesion agents. These adjuvants ensure that the active ingredient can be handled safely from a technical perspective. At the same time, they must be environmentally compatible and support the efficacy of the plant protection product.
amixon® vacuum mixer dryer/synthesis reactor VMT 100. Pilot units of 50 liters, 100 liters, 200 liters or 400 liters are available in the amixon® test center.
The development of new plant protection products is a lengthy and costly process. It usually takes around ten years from development to approval and market launch. New substances are continually being discovered in the laboratory and tested in pilot trials. Manufacturers typically invest a sum in the hundreds of millions for a new active ingredient. Numerous studies are carried out and a wide range of process and efficacy parameters are recorded. Health and safety are a top priority throughout this process.
Each test substance is formulated so that it can be used safely in agriculture. Carriers such as rock dust or organic solvents serve as adjuvants. Surfactant emulsifiers act as wetting or adhesion agents. These adjuvants ensure that the active ingredient can be handled safely from a technical perspective. At the same time, they must be environmentally compatible and support the efficacy of the plant protection product.
5) Long-lasting synthesis reactors thanks to suitable materials

Corrosion resistance to sulphuric acid using the example of four different nickel-based materials.
Demands on synthesis apparatus are increasing worldwide. Chemical processes are becoming ever more complex. The substances produced are becoming more temperature-sensitive. At the same time, the aggressiveness and corrosiveness of the solvents used are on the rise. Added to this are higher hygiene requirements, as well as increasing permissible operating pressures and temperatures.
Consequently, conventional austenitic stainless steels are now used only to a limited extent, mostly in the less critical powder processing sector. In this sector, austenitic-ferritic stainless steels (duplex and superduplex steels) are also increasingly being used. For synthesis reactors and dryers, the trend is clearly towards high-alloy nickel-based materials such as Hastelloy C22 and Alloy 59, which offer significantly increased resistance to corrosive media. The equipment ages in particular due to rapid alternation between vacuum and overpressure, as well as between hot and cold operation. These cyclic loads can promote stress corrosion cracking. However, selecting a suitable material significantly reduces this risk.
amixon® has many years’ experience in the design and manufacture of pressure vessels in accordance with international regulations. The average service life of the vessels is more than 30 years. This is based on three key technical factors: a sophisticated design ensuring lasting leak-tightness under pressure and vacuum, excellent corrosion protection and high resistance to wear.
Welding high-alloy nickel-based materials poses particular challenges. Strictly defined welding sequences and the highest standards of cleanliness are absolutely essential. Even in-process inspections and corrosion tests, for example in accordance with ASTM G48 or the Cabot method, can lead to production being halted if the quality is not exactly as required. The demands on process reliability and manufacturing expertise are correspondingly high.
Corrosion resistance to sulphuric acid using the example of four different nickel-based materials.
Demands on synthesis apparatus are increasing worldwide. Chemical processes are becoming ever more complex. The substances produced are becoming more temperature-sensitive. At the same time, the aggressiveness and corrosiveness of the solvents used are on the rise. Added to this are higher hygiene requirements, as well as increasing permissible operating pressures and temperatures.
Consequently, conventional austenitic stainless steels are now used only to a limited extent, mostly in the less critical powder processing sector. In this sector, austenitic-ferritic stainless steels (duplex and superduplex steels) are also increasingly being used. For synthesis reactors and dryers, the trend is clearly towards high-alloy nickel-based materials such as Hastelloy C22 and Alloy 59, which offer significantly increased resistance to corrosive media. The equipment ages in particular due to rapid alternation between vacuum and overpressure, as well as between hot and cold operation. These cyclic loads can promote stress corrosion cracking. However, selecting a suitable material significantly reduces this risk.
amixon® has many years’ experience in the design and manufacture of pressure vessels in accordance with international regulations. The average service life of the vessels is more than 30 years. This is based on three key technical factors: a sophisticated design ensuring lasting leak-tightness under pressure and vacuum, excellent corrosion protection and high resistance to wear.
Welding high-alloy nickel-based materials poses particular challenges. Strictly defined welding sequences and the highest standards of cleanliness are absolutely essential. Even in-process inspections and corrosion tests, for example in accordance with ASTM G48 or the Cabot method, can lead to production being halted if the quality is not exactly as required. The demands on process reliability and manufacturing expertise are correspondingly high.
Cultivated plants for nutrition
More than 7.8 billion people would be living on Earth by the end of 2020. In 2050, there will be around 9.7 billion people, according to the current UN population projection of 2019. In order to produce enough food for the growing world population, the agricultural industry worldwide cannot function without pesticides. Without crop protection products, the agricultural yields we take for granted around the world today would be nowhere near achievable.
The term pesticides is a collective term and includes active substances with different spectrum of action: to control mites (arcricides), microbial pathogens (bactericides), fungi or their spores (fungicides), multivorous weeds (herbicides), insect swarms (insecticides), nematodes (nematicides) and harmful rodents (rodenticides).

Plant protection products and their various protective functions
More than 7.8 billion people would be living on Earth by the end of 2020. In 2050, there will be around 9.7 billion people, according to the current UN population projection of 2019. In order to produce enough food for the growing world population, the agricultural industry worldwide cannot function without pesticides. Without crop protection products, the agricultural yields we take for granted around the world today would be nowhere near achievable.
The term pesticides is a collective term and includes active substances with different spectrum of action: to control mites (arcricides), microbial pathogens (bactericides), fungi or their spores (fungicides), multivorous weeds (herbicides), insect swarms (insecticides), nematodes (nematicides) and harmful rodents (rodenticides).
Plant protection products and their various protective functions
Turnover and sales in the German market for crop protection products,

Turnover and sales in the German market for crop protection products.
used against undesirable organisms to maximise yields in agriculture. Unfortunately, their large-scale use also entails residual risks for the environment, but there is no alternative because of their high benefit for agricultural production. Their effect is so great that certain plant protection products may also be used in organic farming. This is the case when other interventions fail. - A frequently practised method is the establishment of clever crop rotations to prevent the mass reproduction of pests -. The range of pesticides that are permitted for use in organic farming, for example, is set out in the Organic Farming Regulation. "In the event of an identified threat to crops, only plant protection products authorised for use in organic production in accordance with Article 16 may be used" (Article 12 of Regulation 834/2007).
Turnover and sales in the German market for crop protection products.
used against undesirable organisms to maximise yields in agriculture. Unfortunately, their large-scale use also entails residual risks for the environment, but there is no alternative because of their high benefit for agricultural production. Their effect is so great that certain plant protection products may also be used in organic farming. This is the case when other interventions fail. - A frequently practised method is the establishment of clever crop rotations to prevent the mass reproduction of pests -. The range of pesticides that are permitted for use in organic farming, for example, is set out in the Organic Farming Regulation. "In the event of an identified threat to crops, only plant protection products authorised for use in organic production in accordance with Article 16 may be used" (Article 12 of Regulation 834/2007).
Crop protection products are a global market worth billions
The world market for crop protection products is large. Herbicides account for by far the largest production volume, followed by insecticides and fungicides. In 2018, global sales of crop protection products amounted to just under 48 billion euros - an increase of 0.5 percent compared to the previous year. In 2021, global turnover stagnated. Asia is by far the largest market, ahead of Latin America and Europe.
In Germany, turnover in the same period was 1.3 billion euros. The quantity of plant protection products sold in Germany was around 48,000 tonnes in 2016, doubling within ten years (2006: around 32,000 tonnes). Of these, about 40 per cent are herbicides (weed killers), about 25 per cent are fungicides (against fungi and their spores) and about 30 per cent are insecticides (to kill, drive away or inhibit insects and their developmental stages). The use of plant protection products in Germany declined steadily from 1.6 billion euros to 1.15 billion euros in the period 2014 to 2020. In 2021, consumption increased to 1.2 billion euros. In Germany, around 270 active substances were registered in a total of 753 different plant protection products in 2016. Researchers around the world are working at full speed to develop new, sustainable active substances that break down without leaving residues once they have taken effect.

Ranking of the largest producers of crop protection products.

Sales volume in billions of EUR and global sales markets in the years 2008 to 2018.
The world market for crop protection products is large. Herbicides account for by far the largest production volume, followed by insecticides and fungicides. In 2018, global sales of crop protection products amounted to just under 48 billion euros - an increase of 0.5 percent compared to the previous year. In 2021, global turnover stagnated. Asia is by far the largest market, ahead of Latin America and Europe.
In Germany, turnover in the same period was 1.3 billion euros. The quantity of plant protection products sold in Germany was around 48,000 tonnes in 2016, doubling within ten years (2006: around 32,000 tonnes). Of these, about 40 per cent are herbicides (weed killers), about 25 per cent are fungicides (against fungi and their spores) and about 30 per cent are insecticides (to kill, drive away or inhibit insects and their developmental stages). The use of plant protection products in Germany declined steadily from 1.6 billion euros to 1.15 billion euros in the period 2014 to 2020. In 2021, consumption increased to 1.2 billion euros. In Germany, around 270 active substances were registered in a total of 753 different plant protection products in 2016. Researchers around the world are working at full speed to develop new, sustainable active substances that break down without leaving residues once they have taken effect.
Ranking of the largest producers of crop protection products.
Sales volume in billions of EUR and global sales markets in the years 2008 to 2018.
Find further information here:
© Copyright by amixon GmbH