
amixon® large-scale mixers for baby food ensure the highest quality standards. Particle structures remain intact. - Part 1

amixon® twin-shaft mixer HM 5000. Samples must be taken from each batch and analyzed. Evidence is provided: The declared ingredients must be evenly distributed in each part of the volume. If few, but large batches (here it is 5 m³) are mixed, there are great cost advantages. Because the analyses are expensive.

amixon® vertical mixer 4000 litres usable volume for baby food in powder form.
amixon® offers three mixing technologies for baby, infant and premature baby food: In addition to quasi-continuous batch mixing and mixing in a continuous kettle stream, amixon® offers a third method of powder mixing. Precise large-batch mixing.
In the best case, the baby food is ready when it is discharged from the spray tower/fluidised bed agglomerator in an agglomerated state. It is a powder that dissolves quickly in water, tastes good and has a high nutritional value.
Some vitamins and trace elements are broken down during drying in the spray tower. This is due to the high drying temperatures. Therefore, they are added to the powder afterwards. This is done particularly conveniently with the help of amixon® mixers. They are characterised by high mixing quality and excellent hygienic properties. In addition, they mix particularly gently and quickly.
Encapsulated omega-3 fatty acids and probiotics such as lactobacilli or bifidobacteria can also be incorporated into baby food using the amixon® mixer. These are obtained from yoghurt, kefir, sauerkraut, kimchi or miso.
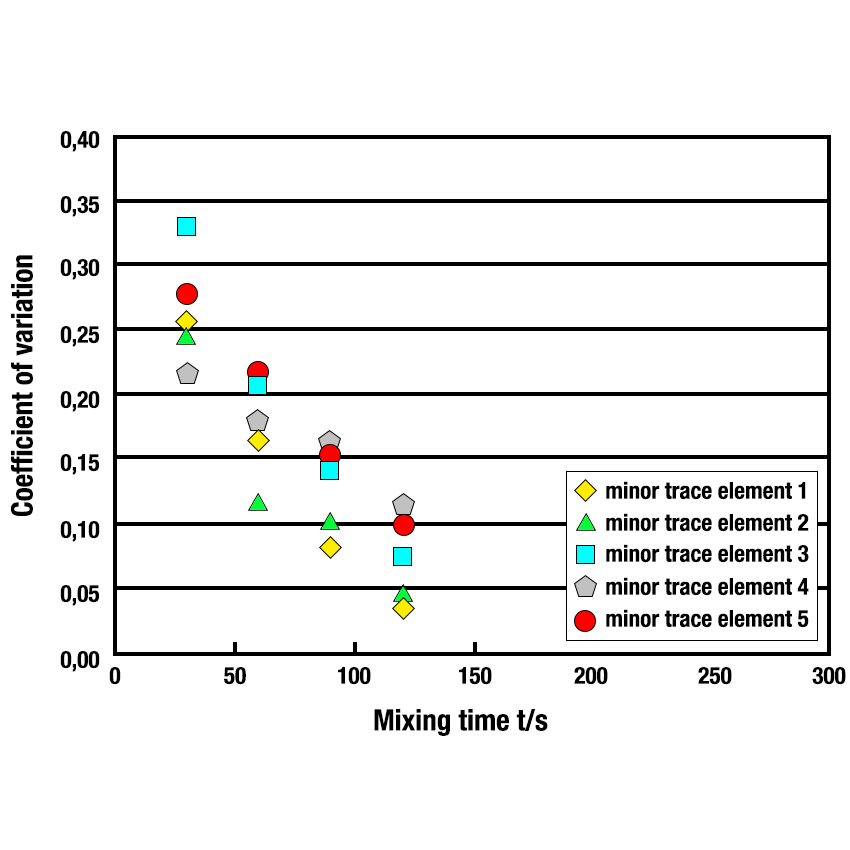
Spray-dried instant powders: particle retention versus mixing intensity
Amixon® solves conflicting goals: On the one hand, micro-ingredients such as probiotics or prebiotics, vitamins, minerals and trace elements such as zinc, copper, selenium or chromium should be precisely distributed in baby food. On the other hand, the typical instant properties and dust-free flow behaviour of the powders should be retained. This means that the sensitive agglomerates must be retained during mixing.
This is only possible if the mixing tools of the mixer rotate slowly and still mix well. amixon® offers an excellent solution for large batches with this twin-shaft mixer.
Modern filling machines can fill baby food at high speed. Up to 20 m³ per hour, which corresponds to about 10 tons per hour. amixon® double shaft mixers are designed for such and higher production capacities. A mixing spiral is designed to convey about a quarter of the batch volume per revolution.
The bulk material flows upwards in a spiral. Once there, it flows back down along the mixing shafts due to gravity. The mixing effect takes place three-dimensionally in the boundary areas between the two macro-flows. This leads to a three-dimensional distribution of the particles. The entire volume of the mixer is covered.
Due to the dead space-free flow, a technically ideal mixing quality is achieved after approx. 20 to 90 revolutions. This mixing quality (ideal random distribution) cannot be improved in practice. The amixon® mixing process is uniquely energy efficient. The circumferential speed of the mixing tool is usually between 0.5 m/s and 2 m/s and is adjustable.
Due to the design of the amixon® powder mixers, ideal mixing qualities are achieved even at a filling level of approx. 10-15 %.

Powder is dissolved in water without lumps.

Dispersion of an agglomerated powder in water.
Amixon® solves conflicting goals: On the one hand, micro-ingredients such as probiotics or prebiotics, vitamins, minerals and trace elements such as zinc, copper, selenium or chromium should be precisely distributed in baby food. On the other hand, the typical instant properties and dust-free flow behaviour of the powders should be retained. This means that the sensitive agglomerates must be retained during mixing.
This is only possible if the mixing tools of the mixer rotate slowly and still mix well. amixon® offers an excellent solution for large batches with this twin-shaft mixer.
Modern filling machines can fill baby food at high speed. Up to 20 m³ per hour, which corresponds to about 10 tons per hour. amixon® double shaft mixers are designed for such and higher production capacities. A mixing spiral is designed to convey about a quarter of the batch volume per revolution.
The bulk material flows upwards in a spiral. Once there, it flows back down along the mixing shafts due to gravity. The mixing effect takes place three-dimensionally in the boundary areas between the two macro-flows. This leads to a three-dimensional distribution of the particles. The entire volume of the mixer is covered.
Due to the dead space-free flow, a technically ideal mixing quality is achieved after approx. 20 to 90 revolutions. This mixing quality (ideal random distribution) cannot be improved in practice. The amixon® mixing process is uniquely energy efficient. The circumferential speed of the mixing tool is usually between 0.5 m/s and 2 m/s and is adjustable.
Due to the design of the amixon® powder mixers, ideal mixing qualities are achieved even at a filling level of approx. 10-15 %.
Powder is dissolved in water without lumps.
Dispersion of an agglomerated powder in water.
amixon® twin-shaft mixer

When mixing baby food, the side-mounted cutting rotors are not installed.
When mixing baby food, the side-mounted cutting rotors are not installed.
Feeding and discharge of the powder mixer: Uncomplicated and fast

amixon® twin-shaft mixer HM 7000. Here, the technical area and the production area are completely separated from each other.
Mixed quality.
High flexibility. An amixon® large-scale mixer can supply several filling lines in a factory The mixer is fed with the raw material components for infant formula from above. The powders can be added one after the other or simultaneously. The mixing tools should be stationary during filling.
amixon® mixers are often placed on load cells. The mass of the macro components added one after the other can then be recorded automatically. In individual cases, the weighing technology can also be used as a dosing scale for macro components. The small components are added last.
The mixing process then begins. Depending on the speed, this takes approx. 1.5 to 8 minutes. The drive then stops. The dead space-free flap in the base of the mixer opens and the mix flows downwards. The mixing tools rotate slowly during the emptying process. This process is segregation-free and the duration of emptying is determined by the size of the sealing flap.
Validated mixing method: A single sample is taken. It is representative of the total quantity This method of batch mixing offers two possibilities: Mixing and filling/packaging take place immediately one after the other or spatially separated.
High flexibility. An amixon® large-scale mixer can supply several filling lines in a factory. Filling and production are decoupled. While the filling lines are still running, the mixer can already be cleaned.
amixon® twin-shaft mixer HM 7000. Here, the technical area and the production area are completely separated from each other.
Mixed quality.
High flexibility. An amixon® large-scale mixer can supply several filling lines in a factory The mixer is fed with the raw material components for infant formula from above. The powders can be added one after the other or simultaneously. The mixing tools should be stationary during filling.
amixon® mixers are often placed on load cells. The mass of the macro components added one after the other can then be recorded automatically. In individual cases, the weighing technology can also be used as a dosing scale for macro components. The small components are added last.
The mixing process then begins. Depending on the speed, this takes approx. 1.5 to 8 minutes. The drive then stops. The dead space-free flap in the base of the mixer opens and the mix flows downwards. The mixing tools rotate slowly during the emptying process. This process is segregation-free and the duration of emptying is determined by the size of the sealing flap.
Validated mixing method: A single sample is taken. It is representative of the total quantity This method of batch mixing offers two possibilities: Mixing and filling/packaging take place immediately one after the other or spatially separated.
High flexibility. An amixon® large-scale mixer can supply several filling lines in a factory. Filling and production are decoupled. While the filling lines are still running, the mixer can already be cleaned.
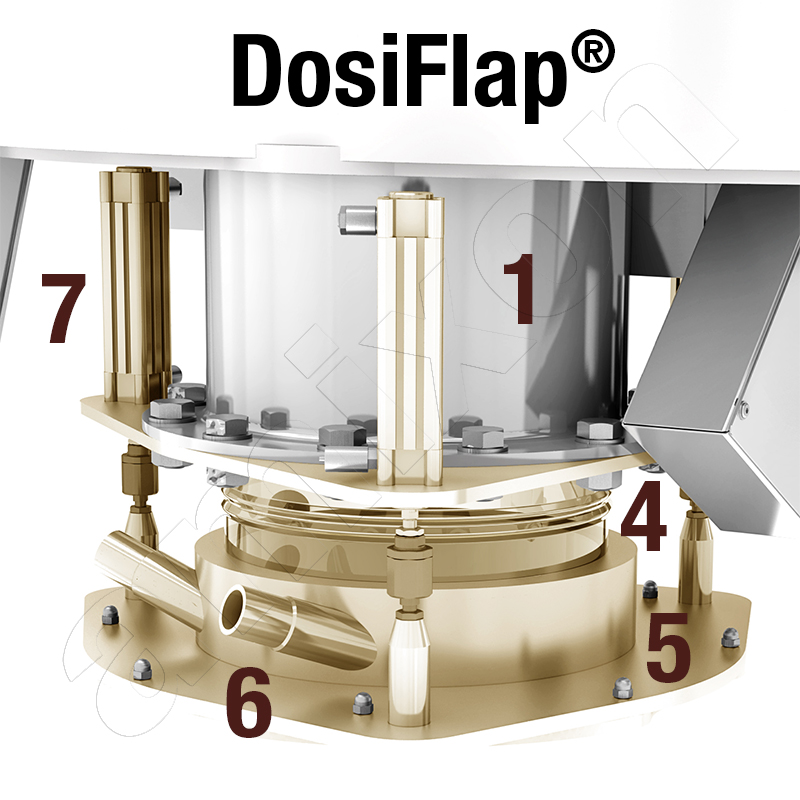
DosiFlap® for reproducible portioning
DosiFlap® is a locking fitting for flat-bottom mixers. DosiFlap® has 3 important properties:
- It closes the mixing chamber without dead space.
- It seals the mixing chamber gas-tight.
- It can be closed against the escaping product flow. This allows precise dosing to approx. 100 g.
The amixon® large mixer shown here is equipped with four DosiFlap®. After the mixing process, the mixer can be emptied at any of four points. This can also be done simultaneously.
A scale is installed under each emptying point. This allows the filling level of the big bag or IBC to be checked (accuracy approx. plus/minus 100 g).

amixon® twin-shaft mixer for 10 m³ batches. Four DosiFlap® discharge valves enable the simultaneous filling of big bags or IBCs.
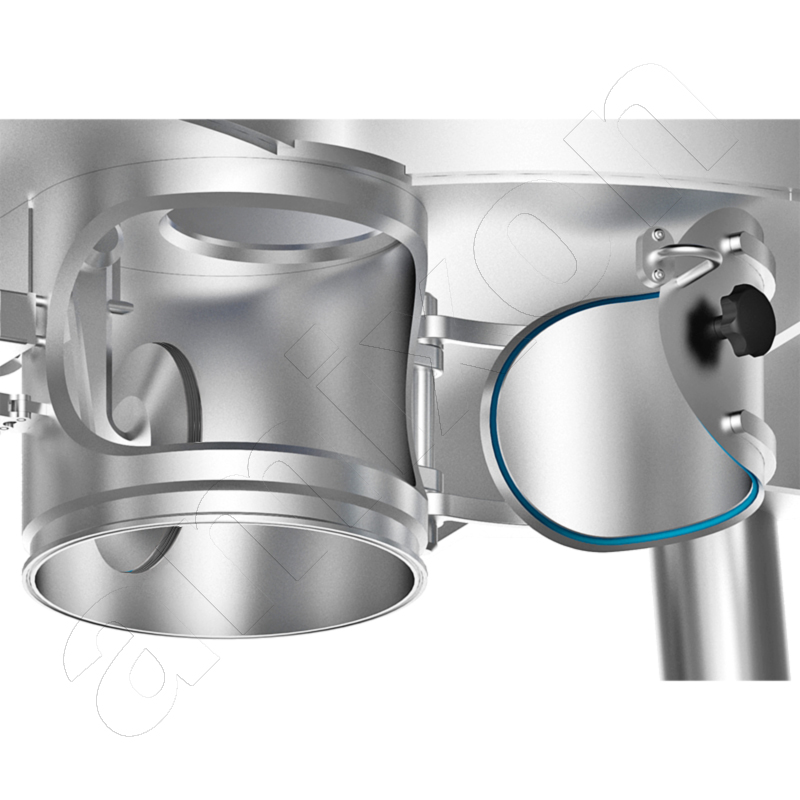
Discharge fitting free of dead space and gas-tight.
DosiFlap® in the discharge spout with docking device for big bags.
DosiFlap® is a locking fitting for flat-bottom mixers. DosiFlap® has 3 important properties:
- It closes the mixing chamber without dead space.
- It seals the mixing chamber gas-tight.
- It can be closed against the escaping product flow. This allows precise dosing to approx. 100 g.
The amixon® large mixer shown here is equipped with four DosiFlap®. After the mixing process, the mixer can be emptied at any of four points. This can also be done simultaneously.
A scale is installed under each emptying point. This allows the filling level of the big bag or IBC to be checked (accuracy approx. plus/minus 100 g).
amixon® twin-shaft mixer for 10 m³ batches. Four DosiFlap® discharge valves enable the simultaneous filling of big bags or IBCs.
Discharge fitting free of dead space and gas-tight.
DosiFlap® in the discharge spout with docking device for big bags.
The mixing chamber can be designed to be vacuum-tight / pressure-resistant

Conical amixon® mixer for 6 m³ batches.
At the customer's request, the mixing container can be designed to be vacuum and pressure-resistant. A vacuum is present, for example, if the mixer is fed by means of suction pneumatics. In special cases, the mixing container is freed from atmospheric oxygen by applying a vacuum before charging. The mixing chamber is then flooded with nitrogen gas / carbon dioxide to atmospheric pressure. The mix is then poured in. To keep the atmospheric oxygen away from the mix, a slight nitrogen overpressure of e.g. 20 mbar is superimposed during mixing.
Depending on the application, feeding can also be carried out pneumatically by means of pressurised vessel conveying. In this case, the amixon® mixer should be sealed gas-tight during pressurised operation. The design elements such as the shaft seal, the design and seal of the inspection door and the design of the base sealing fitting must be designed accordingly.
Conical amixon® mixer for 6 m³ batches.
At the customer's request, the mixing container can be designed to be vacuum and pressure-resistant. A vacuum is present, for example, if the mixer is fed by means of suction pneumatics. In special cases, the mixing container is freed from atmospheric oxygen by applying a vacuum before charging. The mixing chamber is then flooded with nitrogen gas / carbon dioxide to atmospheric pressure. The mix is then poured in. To keep the atmospheric oxygen away from the mix, a slight nitrogen overpressure of e.g. 20 mbar is superimposed during mixing.
Depending on the application, feeding can also be carried out pneumatically by means of pressurised vessel conveying. In this case, the amixon® mixer should be sealed gas-tight during pressurised operation. The design elements such as the shaft seal, the design and seal of the inspection door and the design of the base sealing fitting must be designed accordingly.
WaterDragon® automates wet cleaning and drying
Several WaterDragon® wet cleaning systems are permanently installed on the mixing tank. In addition, there are 2 wet cleaning devices on the mixer's locking fitting.
All plugs open at the start of the cleaning process. The washing lances with their rotating washing heads are immersed in the mixing chamber. Wash water is then applied to the wash heads one after the other from top to bottom. Each rotating wash head is equipped with three nozzles. The nozzles jet in different directions. This is a low-pressure wet cleaning system.
After wet cleaning, large quantities of dry hot air are blown into the mixing chamber. The opening of the WaterDragon® is correspondingly large. This ensures that the WaterDragon® itself and all surfaces of the mixer that come into contact with the product are dried quickly and thoroughly. The WaterDragon® then retracts the washing lance and closes the mixing chamber gas-tight.

WaterDragon® Foto: Lance extended. When water is applied at a defined pressure, the washing head rotates at a defined rotational frequency. The washing head has three nozzles. One radiates forward, one to the side, and the third to the rear. The rear area is conical so that water residues can flow out of the WaterDragon®.
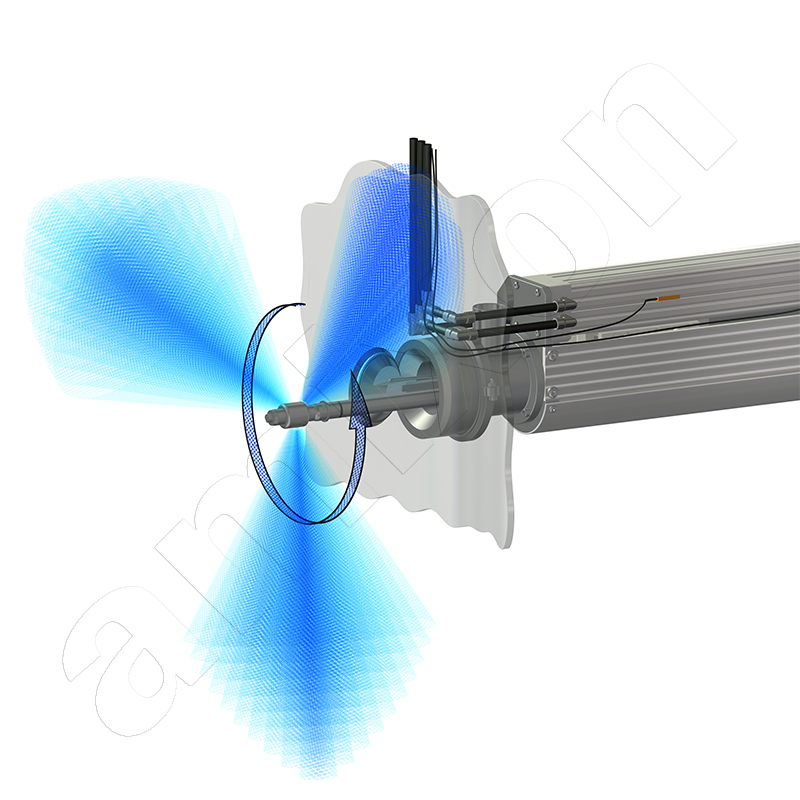
WaterDragon® open, in wash mode. The lance is extended.
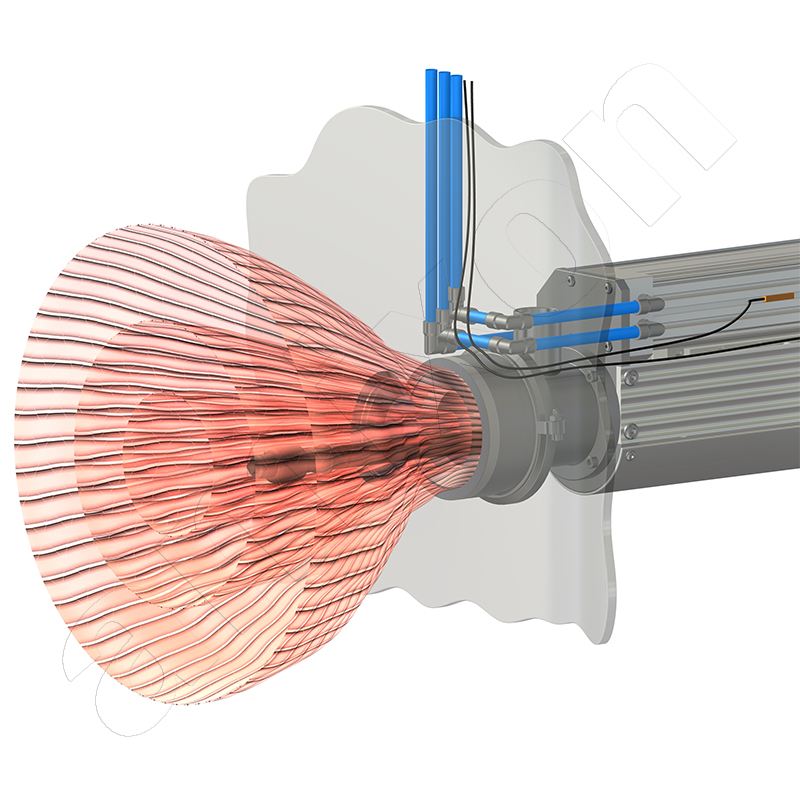
WaterDragon® in drying operation. The large opening allows a lot of warm air to be supplied. In this way, the WaterDragon® itself and the mixer are dried safely.
Several WaterDragon® wet cleaning systems are permanently installed on the mixing tank. In addition, there are 2 wet cleaning devices on the mixer's locking fitting.
All plugs open at the start of the cleaning process. The washing lances with their rotating washing heads are immersed in the mixing chamber. Wash water is then applied to the wash heads one after the other from top to bottom. Each rotating wash head is equipped with three nozzles. The nozzles jet in different directions. This is a low-pressure wet cleaning system.
After wet cleaning, large quantities of dry hot air are blown into the mixing chamber. The opening of the WaterDragon® is correspondingly large. This ensures that the WaterDragon® itself and all surfaces of the mixer that come into contact with the product are dried quickly and thoroughly. The WaterDragon® then retracts the washing lance and closes the mixing chamber gas-tight.
WaterDragon® Foto: Lance extended. When water is applied at a defined pressure, the washing head rotates at a defined rotational frequency. The washing head has three nozzles. One radiates forward, one to the side, and the third to the rear. The rear area is conical so that water residues can flow out of the WaterDragon®.
WaterDragon® open, in wash mode. The lance is extended.
WaterDragon® in drying operation. The large opening allows a lot of warm air to be supplied. In this way, the WaterDragon® itself and the mixer are dried safely.
OptiKleen® stands for the highest hygiene standards for inspection doors
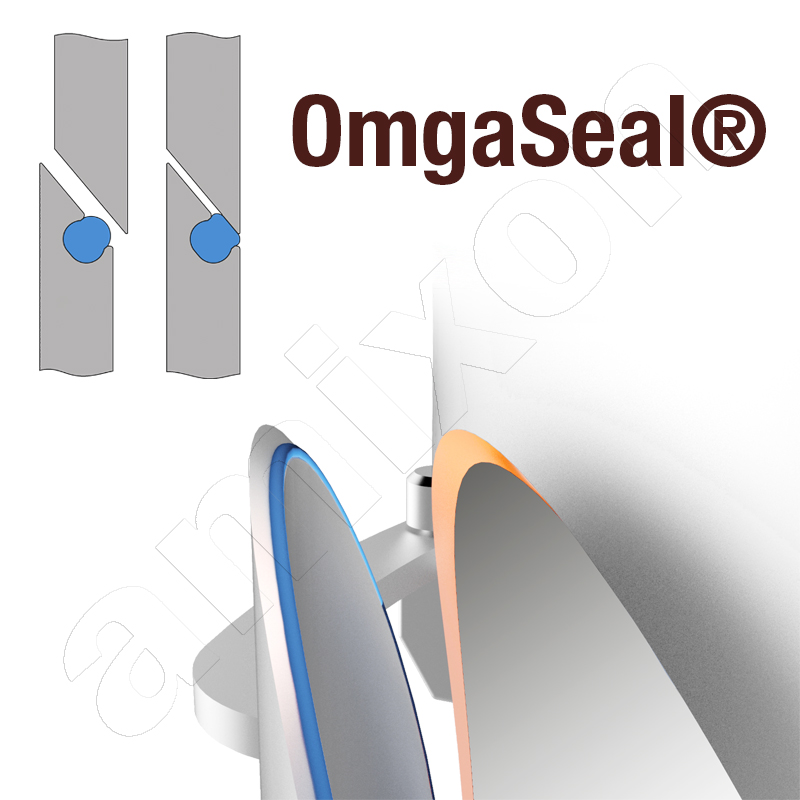
OmgaSeal®" sealing construction.

KwickKlamp® and key transfer occupational safety.
Inspection doors and hatches can be equipped with the ‘OmgaSeal®’ seal. The inspection hatch is cut out conically. The groove for the O-ring seal can be arranged particularly close to the mixing material. This ensures that the apparatus opening is sealed in a permanently gas-tight and dead-space-free manner. This design has proven itself. The O-ring seal has a very long service life.
The KwickKlamp® closure element is particularly hygienic and exerts a defined clamping pressure. - For permanent tightness.
OmgaSeal®" sealing construction.
KwickKlamp® and key transfer occupational safety.
Inspection doors and hatches can be equipped with the ‘OmgaSeal®’ seal. The inspection hatch is cut out conically. The groove for the O-ring seal can be arranged particularly close to the mixing material. This ensures that the apparatus opening is sealed in a permanently gas-tight and dead-space-free manner. This design has proven itself. The O-ring seal has a very long service life.
The KwickKlamp® closure element is particularly hygienic and exerts a defined clamping pressure. - For permanent tightness.
Every new purchase is preceded by a thorough test
Mixing machines have a long service life. This makes it all the more important to be equipped for the challenges of the future.
Convince yourself of the ideally gentle mixing process. Various sizes are available as test mixers. amixon® guarantees ideal mixing qualities. amixon® mixers are designed in an exemplary hygienic manner.
Industrial mixer for baby food: Hygienic, quality-conscious, responsible - part 2

More than thirty amixon® test mixers are available.

Book a day in the technical centre. You will be rewarded with a wealth of expertise.
Mixing machines have a long service life. This makes it all the more important to be equipped for the challenges of the future.
Convince yourself of the ideally gentle mixing process. Various sizes are available as test mixers. amixon® guarantees ideal mixing qualities. amixon® mixers are designed in an exemplary hygienic manner.
Industrial mixer for baby food: Hygienic, quality-conscious, responsible - part 2
More than thirty amixon® test mixers are available.
Book a day in the technical centre. You will be rewarded with a wealth of expertise.
© Copyright by amixon GmbH