
Extraction et préparation de l'amidon

Cultures / produits à partir desquels l'amidon est obtenu.

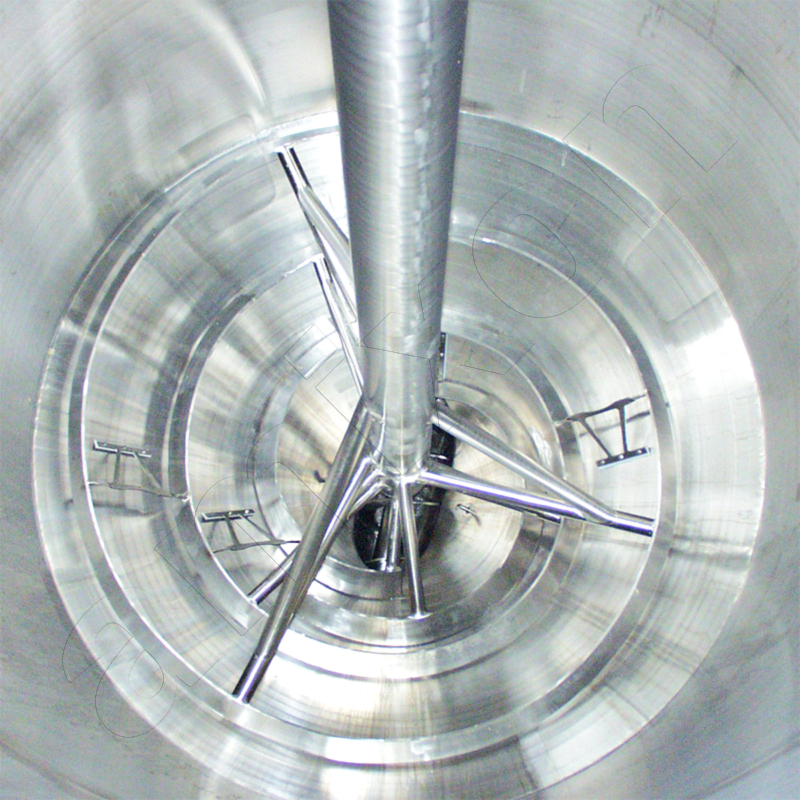
Vue d'en haut d'un réacteur conique amixon® de 30 m³. Toutes les surfaces peuvent être tempérées.
e réacteur de traitement amixon® vous permet de mélanger et de traiter thermiquement vos dérivés d'amidon de diverses manières. Le transfert de chaleur et de masse se fait très rapidement dans les grandes unités amixon®. Il y a deux raisons à cela :
- amixon® offre un excellent effet de mélange et
-
la surface spécifique de transfert de chaleur est extrêmement grande.
Grâce aux paramètres de processus réglables que sont la pression du système, la température, l'ajout séquentiel de matière (sèche, humide ou gazeuse) et l'intensité du mélange, vous obtenez le taux de conversion de matière souhaité. Grâce à l'effet de mélange sans espace mort, les modifications de l'amidon dans le réacteur de synthèse amixon® sont reproductibles, indépendamment des propriétés rhéologiques des substances. Le séchage final sous vide peut être effectué confortablement dans le même appareil amixon®. Il fait alors office de sécheur sous vide par contact performant.
amixon® dispose d'une grande expérience dans la manipulation de produits très visqueux (qu'ils soient dilatants, à viscosité structurelle ou tixotropes). Les appareils amixon® sont synonymes de conduite sûre des réactions. Indépendamment du fait que le traitement (mélange, réaction, suspension, désagglomération, coating, conditionnement, séchage par contact sous vide) s'effectue en petits ou grands lots.
L'amidon servait déjà de colle et de charge pour les peintures et la médecine dans l'Antiquité.
La fabrication de l'amidon est simple, mais laborieuse. Des céréales mûres sont trempées dans l'eau et écrasées avec des pierres pour former une bouillie. La bouillie est mélangée à de l'eau propre. Après un temps de repos, on égoutte les éléments qui surnagent. Le dépôt clair est principalement composé d'amidon. Celui-ci est séché au soleil. Dans l'Antiquité, la poudre d'amidon était extraite du blé.
Plus tard, nos ancêtres ont obtenu de la fécule de pomme de terre de manière similaire. En Europe, l'industrie de l'amidon s'est développée comme une activité agricole secondaire. On travaillait avec des appareils très simples, qui n'ont été développés en machines spéciales qu'au cours de l'industrialisation. Cela a permis d'améliorer le degré de pureté, le rendement et les coûts de production.
Gyraton® Silomixer pour les grandes masses
Aujourd'hui, l'amidon est un produit de masse. Les dérivés d'amidon fabriqués individuellement sont utilisés dans les industries les plus diverses. Il est parfois nécessaire d'homogénéiser les grandes charges produites. amixon fabrique des mélangeurs de silos spéciaux capables de mélanger très précisément de grandes masses de poudre. Peu importe que les produits soient secs, humides ou mouillés, qu'ils s'écoulent bien ou mal, ...

Le silo-mélangeur Gyraton® peut homogénéiser des charges de 70 m³ de manière économique et précise.
La fabrication de l'amidon est simple, mais laborieuse. Des céréales mûres sont trempées dans l'eau et écrasées avec des pierres pour former une bouillie. La bouillie est mélangée à de l'eau propre. Après un temps de repos, on égoutte les éléments qui surnagent. Le dépôt clair est principalement composé d'amidon. Celui-ci est séché au soleil. Dans l'Antiquité, la poudre d'amidon était extraite du blé.
Plus tard, nos ancêtres ont obtenu de la fécule de pomme de terre de manière similaire. En Europe, l'industrie de l'amidon s'est développée comme une activité agricole secondaire. On travaillait avec des appareils très simples, qui n'ont été développés en machines spéciales qu'au cours de l'industrialisation. Cela a permis d'améliorer le degré de pureté, le rendement et les coûts de production.
Gyraton® Silomixer pour les grandes masses
Aujourd'hui, l'amidon est un produit de masse. Les dérivés d'amidon fabriqués individuellement sont utilisés dans les industries les plus diverses. Il est parfois nécessaire d'homogénéiser les grandes charges produites. amixon fabrique des mélangeurs de silos spéciaux capables de mélanger très précisément de grandes masses de poudre. Peu importe que les produits soient secs, humides ou mouillés, qu'ils s'écoulent bien ou mal, ...
Le silo-mélangeur Gyraton® peut homogénéiser des charges de 70 m³ de manière économique et précise.
Trois types de modification de l'amidon

La chambre de mélange des fermenteurs amixon® peut être plate ou conique. Les performances et l'efficacité sont très similaires.
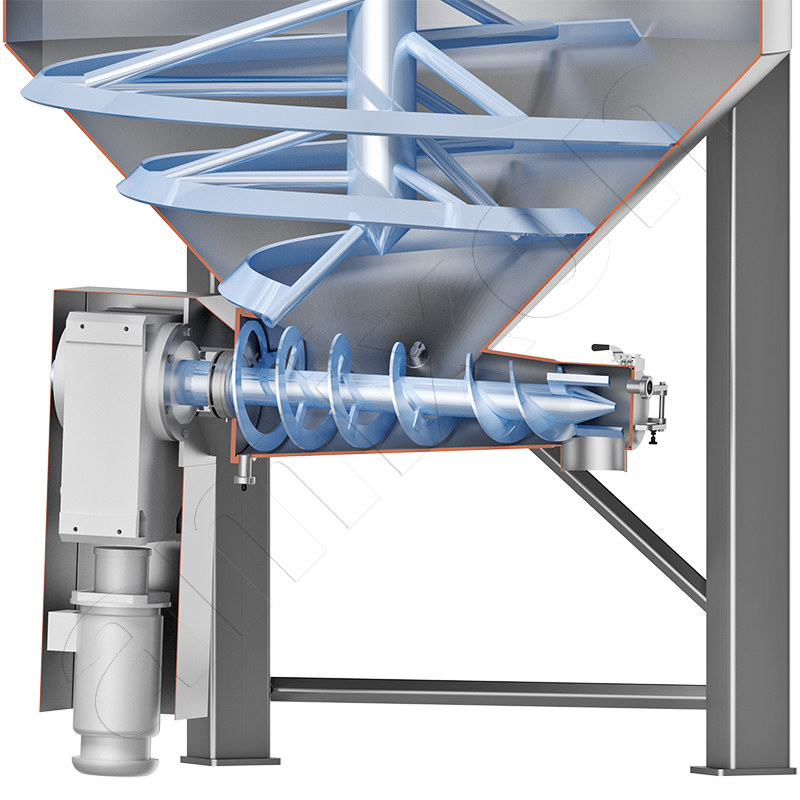
Organe de dosage du fermenteur amixon®.
Organe de mélange et d'évacuation du fermenteur amixon®.

Fermenteur amixon® 25 m³.
Par voie physique :
Par traitement thermique, broyage, prégélatinisation, séchage sur cylindres, extrusion ou agglomération. Ce traitement n'est pas soumis à déclaration pour les denrées alimentaires. Selon la solubilité à froid visée, on utilise le séchage sur cylindres, peu coûteux, ou le séchage par atomisation, plus onéreux. Ce dernier est généralement combiné à une agglomération en lit fluidisé si l'amidon doit présenter des propriétés instantanées particulièrement bonnes.
Chimiquement :
L'amidon est mis en suspension dans l'eau dans une cuve agitée et, après l'ajout de petites quantités d'acide ou de lessive, il est chauffé avec précaution sans atteindre la température de gélatinisation. Après avoir ajusté un certain pH, un réactif modificateur est ajouté. Après neutralisation, lavage, filtration et séchage, l'amidon se présente avec des propriétés totalement modifiées. Si l'amidon est chimiquement transformé, dégradé, dextrinisé, estérifié, éthérifié ou oxydé, il est déclaré dans les aliments comme additif avec numéro E ou comme amidon modifié.
Si la structure cristalline des grains d'amidon doit être conservée malgré une modification efficace, on peut utiliser la méthode de réticulation chimique des groupes de molécules d'amidon avec des groupes hydroxyle appropriés tels que l'oxyde d'éthylène ou de propylène ou des acides dicarboxyliques. Cela permet de réduire la solubilité de l'amidon, d'augmenter la température de gélatinisation et, selon le degré de réticulation, de supprimer la rétrogradation.
Enzymatique :
Les enzymes peuvent organiser et relier des structures moléculaires, former des chaînes moléculaires et des chaînes latérales. Les enzymes peuvent également décomposer les molécules d'amidon : L'hydrolyse enzymatique de l'amidon est un procédé très efficace pour saccharifier l'amidon. On obtient ainsi des édulcorants bon marché.
L'hydrolyse catalytique enzymatique de l'amidon se déroule plus lentement que la scission chimique. La transformation nécessite beaucoup moins d'énergie. La transformation s'effectue avec un échauffement beaucoup plus faible. La dégradation de l'amidon peut être stoppée à n'importe quel stade.
Parfois, le processus se termine par une hydrolyse acide. On obtient ainsi différents types de sirops d'amidon.
Des enzymes efficaces sont obtenues par exemple à partir de moisissures, de bactéries ou du pancréas des bovins. Cette forme de modification de l'amidon n'est pas soumise à déclaration.
La chambre de mélange des fermenteurs amixon® peut être plate ou conique. Les performances et l'efficacité sont très similaires.
Organe de dosage du fermenteur amixon®.
Organe de mélange et d'évacuation du fermenteur amixon®.
Fermenteur amixon® 25 m³.
Par voie physique :
Par traitement thermique, broyage, prégélatinisation, séchage sur cylindres, extrusion ou agglomération. Ce traitement n'est pas soumis à déclaration pour les denrées alimentaires. Selon la solubilité à froid visée, on utilise le séchage sur cylindres, peu coûteux, ou le séchage par atomisation, plus onéreux. Ce dernier est généralement combiné à une agglomération en lit fluidisé si l'amidon doit présenter des propriétés instantanées particulièrement bonnes.
Chimiquement :
L'amidon est mis en suspension dans l'eau dans une cuve agitée et, après l'ajout de petites quantités d'acide ou de lessive, il est chauffé avec précaution sans atteindre la température de gélatinisation. Après avoir ajusté un certain pH, un réactif modificateur est ajouté. Après neutralisation, lavage, filtration et séchage, l'amidon se présente avec des propriétés totalement modifiées. Si l'amidon est chimiquement transformé, dégradé, dextrinisé, estérifié, éthérifié ou oxydé, il est déclaré dans les aliments comme additif avec numéro E ou comme amidon modifié.
Si la structure cristalline des grains d'amidon doit être conservée malgré une modification efficace, on peut utiliser la méthode de réticulation chimique des groupes de molécules d'amidon avec des groupes hydroxyle appropriés tels que l'oxyde d'éthylène ou de propylène ou des acides dicarboxyliques. Cela permet de réduire la solubilité de l'amidon, d'augmenter la température de gélatinisation et, selon le degré de réticulation, de supprimer la rétrogradation.
Enzymatique :
Les enzymes peuvent organiser et relier des structures moléculaires, former des chaînes moléculaires et des chaînes latérales. Les enzymes peuvent également décomposer les molécules d'amidon : L'hydrolyse enzymatique de l'amidon est un procédé très efficace pour saccharifier l'amidon. On obtient ainsi des édulcorants bon marché.
L'hydrolyse catalytique enzymatique de l'amidon se déroule plus lentement que la scission chimique. La transformation nécessite beaucoup moins d'énergie. La transformation s'effectue avec un échauffement beaucoup plus faible. La dégradation de l'amidon peut être stoppée à n'importe quel stade.
Parfois, le processus se termine par une hydrolyse acide. On obtient ainsi différents types de sirops d'amidon.
Des enzymes efficaces sont obtenues par exemple à partir de moisissures, de bactéries ou du pancréas des bovins. Cette forme de modification de l'amidon n'est pas soumise à déclaration.
amixon® fermenteur/évaporateur/mélangeur-sécheur sous vide
Les enzymes aident à répondre aux exigences du marché Les micro-organismes des enzymes peuvent influencer le fait que le produit à base d'amidon présente des propriétés hydrophiles ou hydrophobes.
Dans le secteur alimentaire, les amidons modifiés sont utilisés pour la fabrication de produits prêts à consommer. Ils favorisent la cuisson, la cuisson au four, la torréfaction, la congélation rapide, la décongélation, ... Ils accélèrent la formation du goût lors de la réaction de Maillard.
Lorsque l'amidon doit servir de support à des masses de comprimés, des extraits d'assaisonnement, des extraits de cuisson ou des produits pour desserts, il est important que les substances actives et les arômes soient bien dispersables (qu'ils soient secs ou liquides). Un mélangeur amixon® peut également assurer cela de manière fiable.

Mélangeur amixon® pour les processus thermiques (16 m³ de volume brut).
Les enzymes aident à répondre aux exigences du marché Les micro-organismes des enzymes peuvent influencer le fait que le produit à base d'amidon présente des propriétés hydrophiles ou hydrophobes.
Dans le secteur alimentaire, les amidons modifiés sont utilisés pour la fabrication de produits prêts à consommer. Ils favorisent la cuisson, la cuisson au four, la torréfaction, la congélation rapide, la décongélation, ... Ils accélèrent la formation du goût lors de la réaction de Maillard.
Lorsque l'amidon doit servir de support à des masses de comprimés, des extraits d'assaisonnement, des extraits de cuisson ou des produits pour desserts, il est important que les substances actives et les arômes soient bien dispersables (qu'ils soient secs ou liquides). Un mélangeur amixon® peut également assurer cela de manière fiable.
Mélangeur amixon® pour les processus thermiques (16 m³ de volume brut).
Signification et perspectives

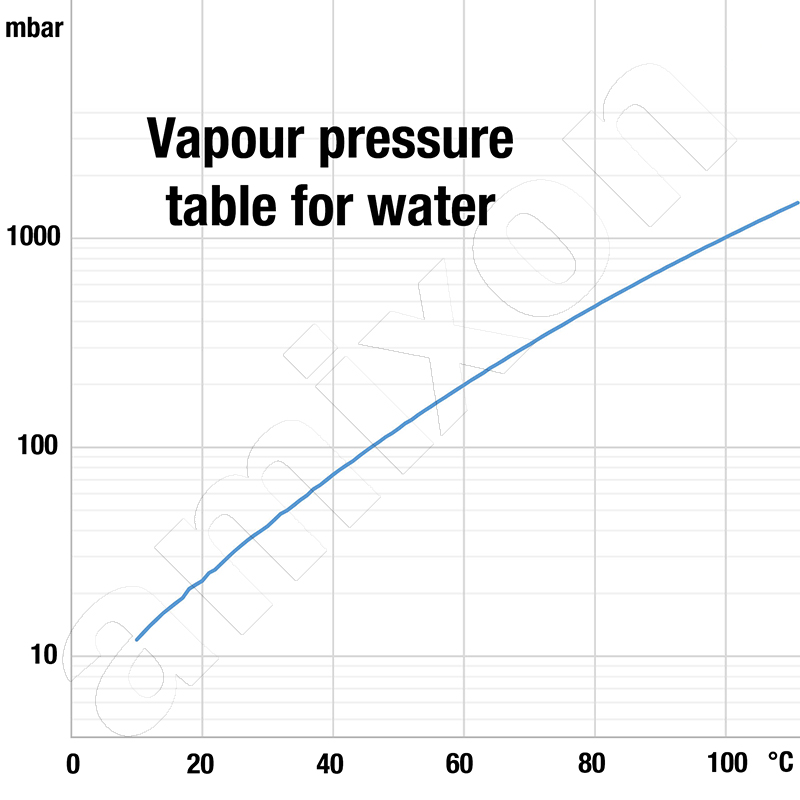
amixon® Sécheur haute performance avec un volume utile de 6,5 m³. Ce sécheur mixte sous vide sèche des suspensions aqueuses à 35 mbar et 40 °C.
En Europe, la plupart des types d'amidon sont interchangeables, en particulier lorsqu'ils sont utilisés modifiés. La fécule de pomme de terre est un peu plus chère que l'amidon de céréale, car les tubercules de pomme de terre ne sont disponibles que de manière saisonnière. L'offre d'amidon de blé augmente actuellement, car le gluten de blé en particulier gagne en importance en tant que sous-produit. Le gluten de blé / les protéines de blé sont utilisés sous forme séchée dans l'industrie de la boulangerie. Le gluten de blé est une matière première importante pour les produits de substitution de la viande. L'extraction d'amidon à partir du blé est actuellement doublement intéressante sur le plan économique.
En Europe, la consommation totale d'amidon est d'environ 12 millions de tonnes, avec une augmentation annuelle d'environ 2 %. Aux États-Unis, l'augmentation est d'environ 4 %, en Amérique du Sud d'environ 4,5 % et en Asie même de 7 % par an. Environ 10% de l'amidon produit dans le monde est utilisé dans l'industrie chimique, environ 30% dans l'industrie du papier et du carton ondulé, 30% dans l'industrie alimentaire et environ la même quantité est modifiée ou saccharifiée pour l'industrie des boissons et de la confiserie. On s'attend à ce que la demande en amidon et en dérivés d'amidon continue d'augmenter dans tous les secteurs industriels.
amixon® Sécheur haute performance avec un volume utile de 6,5 m³. Ce sécheur mixte sous vide sèche des suspensions aqueuses à 35 mbar et 40 °C.
En Europe, la plupart des types d'amidon sont interchangeables, en particulier lorsqu'ils sont utilisés modifiés. La fécule de pomme de terre est un peu plus chère que l'amidon de céréale, car les tubercules de pomme de terre ne sont disponibles que de manière saisonnière. L'offre d'amidon de blé augmente actuellement, car le gluten de blé en particulier gagne en importance en tant que sous-produit. Le gluten de blé / les protéines de blé sont utilisés sous forme séchée dans l'industrie de la boulangerie. Le gluten de blé est une matière première importante pour les produits de substitution de la viande. L'extraction d'amidon à partir du blé est actuellement doublement intéressante sur le plan économique.
En Europe, la consommation totale d'amidon est d'environ 12 millions de tonnes, avec une augmentation annuelle d'environ 2 %. Aux États-Unis, l'augmentation est d'environ 4 %, en Amérique du Sud d'environ 4,5 % et en Asie même de 7 % par an. Environ 10% de l'amidon produit dans le monde est utilisé dans l'industrie chimique, environ 30% dans l'industrie du papier et du carton ondulé, 30% dans l'industrie alimentaire et environ la même quantité est modifiée ou saccharifiée pour l'industrie des boissons et de la confiserie. On s'attend à ce que la demande en amidon et en dérivés d'amidon continue d'augmenter dans tous les secteurs industriels.
amixon® : séchage de dérivés d'amidon dans des conditions de pureté maximale
Le séchage commence par la séparation mécanique solide-liquide. Pour cela, on utilise des centrifugeuses à épluchage à rotation horizontale ou des séparateurs à rotation verticale.
Le séchage thermique qui suit doit être adapté aux processus continus. Comme il s'agit de grandes quantités de poudre. Ce sont par exemple des séchoirs à rouleaux. Mais cela comprend également les séchoirs à convection tels que les séchoirs à courant annulaire, les séchoirs de filature et les séchoirs de broyage. Ces deux types de séchage ont lieu dans des conditions atmosphériques. Les séchoirs à rouleaux fonctionnent à des températures élevées. Les sécheurs à convection nécessitent de grandes quantités d'air chaud, qui doit d'abord être séché et purifié.
Pour le séchage de dérivés d'amidon très purs ou sensibles à la température, le sécheur mixte sous vide amixon® offre une alternative économique. Le vide appliqué accélère le séchage à des températures de produit basses.
Séchage mixte sous vide, refroidissement, préparation
amixon® dispose de plus de 30 machines d'essai. Nous vous invitons à les tester. Apportez vos produits originaux. 40 ans d'expérience sont synonymes d'efficacité et de sens pratique.

Réacteur de synthèse cylindrique à sécheur-mélangeur sous vide dans le centre technique amixon®. Volume brut de 330 litres.

Réacteur de synthèse conique de mélangeur-sécheur sous vide dans le centre technique amixon®. Volume brut de 330 litres.
Le séchage commence par la séparation mécanique solide-liquide. Pour cela, on utilise des centrifugeuses à épluchage à rotation horizontale ou des séparateurs à rotation verticale.
Le séchage thermique qui suit doit être adapté aux processus continus. Comme il s'agit de grandes quantités de poudre. Ce sont par exemple des séchoirs à rouleaux. Mais cela comprend également les séchoirs à convection tels que les séchoirs à courant annulaire, les séchoirs de filature et les séchoirs de broyage. Ces deux types de séchage ont lieu dans des conditions atmosphériques. Les séchoirs à rouleaux fonctionnent à des températures élevées. Les sécheurs à convection nécessitent de grandes quantités d'air chaud, qui doit d'abord être séché et purifié.
Pour le séchage de dérivés d'amidon très purs ou sensibles à la température, le sécheur mixte sous vide amixon® offre une alternative économique. Le vide appliqué accélère le séchage à des températures de produit basses.
Séchage mixte sous vide, refroidissement, préparation
amixon® dispose de plus de 30 machines d'essai. Nous vous invitons à les tester. Apportez vos produits originaux. 40 ans d'expérience sont synonymes d'efficacité et de sens pratique.
Réacteur de synthèse cylindrique à sécheur-mélangeur sous vide dans le centre technique amixon®. Volume brut de 330 litres.
Réacteur de synthèse conique de mélangeur-sécheur sous vide dans le centre technique amixon®. Volume brut de 330 litres.
L'amidon comme support des arômes et des agents gustatifs

Les dérivés d'amidon sont un composant important des plats instantanés. Le client souhaite une « garantie de gel », un plaisir élevé, une longue conservation et un caractère naturel dans une large mesure.

Mélangeur vertical à deux arbres : amixon® représente le haut de gamme des mélangeurs de poudres.
Lors de l'utilisation d'amidon et de dérivés d'amidon comme support pour les arômes liquides, les oléorésines, les colorants alimentaires, les extraits de cuisson, les huiles et les graisses, une condition doit être remplie : « Mouillage rapide et uniforme avec un faible apport d'énergie ». La fabrication d'arômes et de saveurs, de plats cuisinés, de soupes, de dips et de sauces est souvent un processus en plusieurs étapes. Plus l'ensemble du mélange quitte l'installation de mélange à froid, plus le remplissage, le stockage, le maintien de la qualité et la consistance de la fraîcheur fonctionnent ultérieurement.
Des effets d'enrobage spécifiques doivent entourer et protéger les substances actives liquides. Il existe ici un grand conflit d'objectifs entre, d'une part, une charge aussi élevée que possible en principes actifs liquides et, d'autre part, une bonne aptitude à l'écoulement des poudres mélangées.
Ici aussi, les appareils amixon® rendent d'excellents services dans le monde entier. Des appareils d'essai sont disponibles à tout moment.
Les dérivés d'amidon sont un composant important des plats instantanés. Le client souhaite une « garantie de gel », un plaisir élevé, une longue conservation et un caractère naturel dans une large mesure.
Mélangeur vertical à deux arbres : amixon® représente le haut de gamme des mélangeurs de poudres.
Lors de l'utilisation d'amidon et de dérivés d'amidon comme support pour les arômes liquides, les oléorésines, les colorants alimentaires, les extraits de cuisson, les huiles et les graisses, une condition doit être remplie : « Mouillage rapide et uniforme avec un faible apport d'énergie ». La fabrication d'arômes et de saveurs, de plats cuisinés, de soupes, de dips et de sauces est souvent un processus en plusieurs étapes. Plus l'ensemble du mélange quitte l'installation de mélange à froid, plus le remplissage, le stockage, le maintien de la qualité et la consistance de la fraîcheur fonctionnent ultérieurement.
Des effets d'enrobage spécifiques doivent entourer et protéger les substances actives liquides. Il existe ici un grand conflit d'objectifs entre, d'une part, une charge aussi élevée que possible en principes actifs liquides et, d'autre part, une bonne aptitude à l'écoulement des poudres mélangées.
Ici aussi, les appareils amixon® rendent d'excellents services dans le monde entier. Des appareils d'essai sont disponibles à tout moment.
L'éventail des applications de l'amidon est très large.
L'amidon influence la texture (mucosité) et la turbidité, la formation de film, la formation de gel et la rétrogradation. Partout où l'amidon est utilisé dans l'industrie alimentaire, il doit être neutre en termes de goût et améliorer l'utilisation finale pour le consommateur. En outre, elle est censée favoriser positivement la sensation en bouche, selon l'aliment en question.
- Une pâte à tartiner doit gonfler à froid, pouvoir être préparée rapidement, soutenir le goût crémeux, mais présenter une élasticité et une stabilité dimensionnelle durables lors de la découpe des parts de gâteau.
- Un aliment pour bébé séché par atomisation doit avoir de bonnes propriétés instantanées et une consistance liquide appropriée.
- Un dessert aux fruits à base de lait ou un yaourt doit être rafraîchissant en bouche, rafraîchissant, mais en aucun cas collant ou pelucheux. D'autre part, il doit être facile à doser dans la machine de remplissage à haut rendement et ne pas goutter.
- Une sauce barbecue doit pouvoir être facilement dosée à partir de la bouteille et mouiller l'aliment à griller de manière épaisse et très visqueuse malgré l'effet de la chaleur, tout en développant naturellement les arômes des épices dans la bouche lors de la mastication.
- Une panure ou une pâte à cuire saupoudrée d'amidon doit mouiller uniformément l'aliment et adhérer fermement. Que le plat soit consommé immédiatement ou qu'il soit d'abord congelé, emballé et stocké.
- Une poudre pour boisson instantanée doit se disperser rapidement et sans grumeaux dans la phase liquide, même après un stockage prolongé.
- Dans un procédé en lit fluidisé à plusieurs étapes, même les liquides très volatils ou sensibles à l'oxydation peuvent être microencapsulés à l'aide d'amidon.
La rétrogradation n'est généralement pas souhaitable.
L'eau précédemment liée est libérée avec un certain retard. Les gels peuvent se liquéfier. De tels processus se produisent en particulier lors de changements de température, comme par exemple lors du refroidissement après la cuisson ou lors de la décongélation de produits congelés. La rétrogradation indésirable peut être réduite en utilisant des amidons modifiés ou en ajoutant des émulsifiants appropriés.

L'industrie de la boulangerie et de la pâtisserie est un important initiateur du développement de dérivés d'amidon non déclarés
L'amidon influence la texture (mucosité) et la turbidité, la formation de film, la formation de gel et la rétrogradation. Partout où l'amidon est utilisé dans l'industrie alimentaire, il doit être neutre en termes de goût et améliorer l'utilisation finale pour le consommateur. En outre, elle est censée favoriser positivement la sensation en bouche, selon l'aliment en question.
- Une pâte à tartiner doit gonfler à froid, pouvoir être préparée rapidement, soutenir le goût crémeux, mais présenter une élasticité et une stabilité dimensionnelle durables lors de la découpe des parts de gâteau.
- Un aliment pour bébé séché par atomisation doit avoir de bonnes propriétés instantanées et une consistance liquide appropriée.
- Un dessert aux fruits à base de lait ou un yaourt doit être rafraîchissant en bouche, rafraîchissant, mais en aucun cas collant ou pelucheux. D'autre part, il doit être facile à doser dans la machine de remplissage à haut rendement et ne pas goutter.
- Une sauce barbecue doit pouvoir être facilement dosée à partir de la bouteille et mouiller l'aliment à griller de manière épaisse et très visqueuse malgré l'effet de la chaleur, tout en développant naturellement les arômes des épices dans la bouche lors de la mastication.
- Une panure ou une pâte à cuire saupoudrée d'amidon doit mouiller uniformément l'aliment et adhérer fermement. Que le plat soit consommé immédiatement ou qu'il soit d'abord congelé, emballé et stocké.
- Une poudre pour boisson instantanée doit se disperser rapidement et sans grumeaux dans la phase liquide, même après un stockage prolongé.
- Dans un procédé en lit fluidisé à plusieurs étapes, même les liquides très volatils ou sensibles à l'oxydation peuvent être microencapsulés à l'aide d'amidon.
La rétrogradation n'est généralement pas souhaitable.
L'eau précédemment liée est libérée avec un certain retard. Les gels peuvent se liquéfier. De tels processus se produisent en particulier lors de changements de température, comme par exemple lors du refroidissement après la cuisson ou lors de la décongélation de produits congelés. La rétrogradation indésirable peut être réduite en utilisant des amidons modifiés ou en ajoutant des émulsifiants appropriés.
L'industrie de la boulangerie et de la pâtisserie est un important initiateur du développement de dérivés d'amidon non déclarés
Gélatinisation et formation de gel
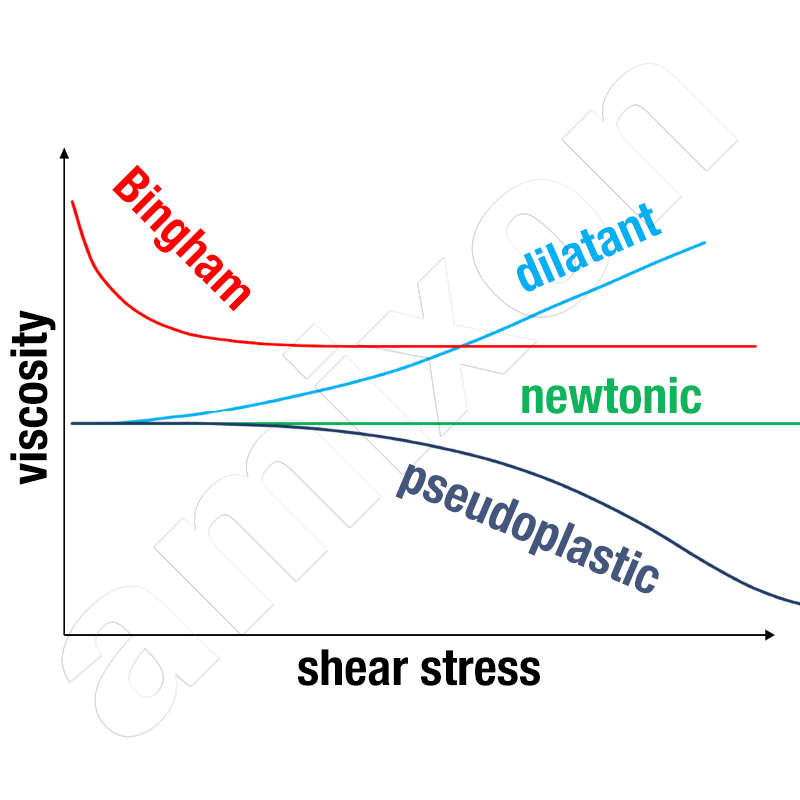
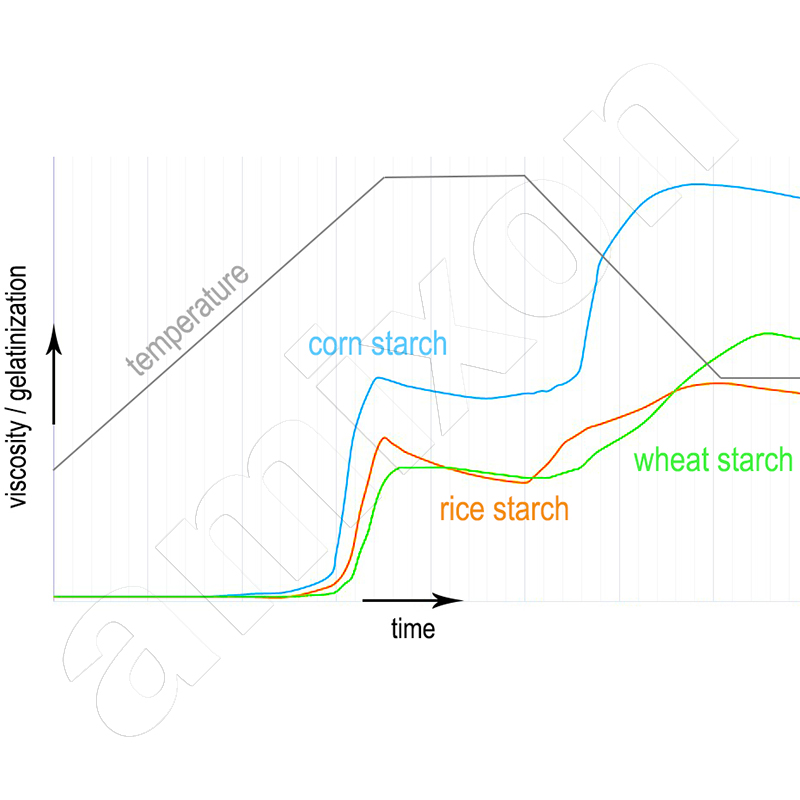
Rhéologie : La viscosité des solutions et des suspensions peut varier de différentes manières lorsque le liquide est agité/pulvérisé/pompé/transporté.

La crème glacée peut être étalée même à basse température. Elle a une sensation crémeuse en bouche.

Si l'amidon sous forme de suspension aqueuse est chauffé, le grain d'amidon est détruit à partir d'une certaine température. Le gonflement augmente encore et l'amylose s'échappe du grain. Ce processus est appelé gélatinisation. La viscosité augmente, tout comme la clarté du mélange amidon-eau et sa conductivité électrique. Il s'agit d'une solution à viscosité structurelle, dont la viscosité diminue d'autant plus que la solution est fortement agitée ou cisaillée. En refroidissant, la solution devient plus claire, les chaînes de glucose s'alignent parallèlement et forment de nouvelles liaisons hydrogène. Selon la nature de l'amidon, il se forme un gel plus ou moins stable.
Ce comportement de viscosité structurelle est exactement opposé à l'état initial. Un « amidon en suspension dans l'eau » est dilatant. Plus la contrainte de cisaillement est élevée, plus la viscosité augmente.
Rhéologie : La viscosité des solutions et des suspensions peut varier de différentes manières lorsque le liquide est agité/pulvérisé/pompé/transporté.
La crème glacée peut être étalée même à basse température. Elle a une sensation crémeuse en bouche.
Si l'amidon sous forme de suspension aqueuse est chauffé, le grain d'amidon est détruit à partir d'une certaine température. Le gonflement augmente encore et l'amylose s'échappe du grain. Ce processus est appelé gélatinisation. La viscosité augmente, tout comme la clarté du mélange amidon-eau et sa conductivité électrique. Il s'agit d'une solution à viscosité structurelle, dont la viscosité diminue d'autant plus que la solution est fortement agitée ou cisaillée. En refroidissant, la solution devient plus claire, les chaînes de glucose s'alignent parallèlement et forment de nouvelles liaisons hydrogène. Selon la nature de l'amidon, il se forme un gel plus ou moins stable.
Ce comportement de viscosité structurelle est exactement opposé à l'état initial. Un « amidon en suspension dans l'eau » est dilatant. Plus la contrainte de cisaillement est élevée, plus la viscosité augmente.
Exemples d'applications des dérivés d'amidon
Produits alimentaires et d'agrément :
- comme additif pour les aliments instantanés
- comme agent de remplissage pour les comprimés de compléments alimentaires
- comme régulateur de viscosité et opacifiant pour les boissons instantanées
- pour augmenter l'onctuosité lors de la préparation de desserts
- pour le conditionnement de sauces pour plats cuisinés surgelés
- comme base pour les oléorésines dans l'affinage des arômes et des épices
- pour augmenter la capacité de rétention d'eau lors de la transformation des saucisses et de la viande
- comme liant dans les grandes cuisines et les cantines
- comme agent de remplissage pour les exhausteurs de goût
- comme additif au sucre pour enrober les particules de graisse
- comme additif pour les améliorants et les farines prêtes à cuire
- comme agent de conditionnement pour la panade
La diversité des utilisations de l'amidon et de ses dérivés dans l'industrie alimentaire n'a d'égale que celle de leur utilisation dans l'industrie pharmaceutique.
- comme lubrifiant pour les gants médicaux
- comme agent de remplissage, pour réduire les comprimés à une taille pratique
- comme agent d'enrobage et de désintégration des comprimés
- comme matière première pour les poudres médicinales et les déodorants
- comme liant pour les principes actifs médicaux
- pour étirer le blush cosmétique
- comme agent de séparation et de lubrification pour un fonctionnement sans faille des presses à comprimés
- comme agent de poudrage pour séparer durablement les particules collantes les unes des autres
- comme régulateur de viscosité pour les crèmes, les émulsions, les pommades et même les aérosols
Les dérivés d'amidon sont également utilisés dans l'industrie lourde.
- dans la production de floculants et d'antimousses pour le traitement de l'eau
- pour la fabrication de lubrifiants réfrigérants pour le forage de tunnels et de trous dans le sol
- pour ajuster la fluidité du béton pour les pompes à béton
- pour le conditionnement de sables de moulage dans l'industrie de la fonderie
- pour lisser les fils de coton afin de pouvoir les tisser sans les user, dans la fabrication de textiles
- comme colle pour les timbres-poste et le carton ondulé
- pour la fabrication de colles à bois
- comme agent de lissage et de conditionnement dans la fabrication du papier

Les épices sont préparées différemment selon l'application et le secteur. L'amidon sert souvent de support pour pouvoir appliquer les oléorésines sous forme de prémélange en poudre sans agglomérats.
Produits alimentaires et d'agrément :
- comme additif pour les aliments instantanés
- comme agent de remplissage pour les comprimés de compléments alimentaires
- comme régulateur de viscosité et opacifiant pour les boissons instantanées
- pour augmenter l'onctuosité lors de la préparation de desserts
- pour le conditionnement de sauces pour plats cuisinés surgelés
- comme base pour les oléorésines dans l'affinage des arômes et des épices
- pour augmenter la capacité de rétention d'eau lors de la transformation des saucisses et de la viande
- comme liant dans les grandes cuisines et les cantines
- comme agent de remplissage pour les exhausteurs de goût
- comme additif au sucre pour enrober les particules de graisse
- comme additif pour les améliorants et les farines prêtes à cuire
- comme agent de conditionnement pour la panade
La diversité des utilisations de l'amidon et de ses dérivés dans l'industrie alimentaire n'a d'égale que celle de leur utilisation dans l'industrie pharmaceutique.
- comme lubrifiant pour les gants médicaux
- comme agent de remplissage, pour réduire les comprimés à une taille pratique
- comme agent d'enrobage et de désintégration des comprimés
- comme matière première pour les poudres médicinales et les déodorants
- comme liant pour les principes actifs médicaux
- pour étirer le blush cosmétique
- comme agent de séparation et de lubrification pour un fonctionnement sans faille des presses à comprimés
- comme agent de poudrage pour séparer durablement les particules collantes les unes des autres
- comme régulateur de viscosité pour les crèmes, les émulsions, les pommades et même les aérosols
Les dérivés d'amidon sont également utilisés dans l'industrie lourde.
- dans la production de floculants et d'antimousses pour le traitement de l'eau
- pour la fabrication de lubrifiants réfrigérants pour le forage de tunnels et de trous dans le sol
- pour ajuster la fluidité du béton pour les pompes à béton
- pour le conditionnement de sables de moulage dans l'industrie de la fonderie
- pour lisser les fils de coton afin de pouvoir les tisser sans les user, dans la fabrication de textiles
- comme colle pour les timbres-poste et le carton ondulé
- pour la fabrication de colles à bois
- comme agent de lissage et de conditionnement dans la fabrication du papier
Les épices sont préparées différemment selon l'application et le secteur. L'amidon sert souvent de support pour pouvoir appliquer les oléorésines sous forme de prémélange en poudre sans agglomérats.
Solubilité de l'amidon
amixon® Fermeter peut homogénéiser des produits pâteux et les décharger de manière dosée.
Dispositif de dosage hygiénique sous un fermenteur amixon®.
L'amidon est insoluble dans l'eau froide, mais les grains d'amidon peuvent gonfler facilement et de manière réversible. Leur volume augmente alors jusqu'à 28 %. Si l'eau est retirée de l'amidon, le gonflement diminue.
L'amidon natif peut bien lier l'eau ou les produits humides. Sa capacité de liaison diminue en cas de variations de température. L'amidon modifié peut solidifier les liquides pendant une période prolongée. Il peut stabiliser les gels.
Avec le « viscographe » ou « Rapid-Visco-Analyzer », on dispose d'une technique de mesure claire pour comparer les propriétés de gélatinisation de différentes solutions d'amidon. Une suspension d'amidon et d'eau est chauffée et refroidie sous agitation constante. La résistance à l'agitation est tracée en fonction du temps.
amixon® Fermeter peut homogénéiser des produits pâteux et les décharger de manière dosée.
Dispositif de dosage hygiénique sous un fermenteur amixon®.
L'amidon est insoluble dans l'eau froide, mais les grains d'amidon peuvent gonfler facilement et de manière réversible. Leur volume augmente alors jusqu'à 28 %. Si l'eau est retirée de l'amidon, le gonflement diminue.
L'amidon natif peut bien lier l'eau ou les produits humides. Sa capacité de liaison diminue en cas de variations de température. L'amidon modifié peut solidifier les liquides pendant une période prolongée. Il peut stabiliser les gels.
Avec le « viscographe » ou « Rapid-Visco-Analyzer », on dispose d'une technique de mesure claire pour comparer les propriétés de gélatinisation de différentes solutions d'amidon. Une suspension d'amidon et d'eau est chauffée et refroidie sous agitation constante. La résistance à l'agitation est tracée en fonction du temps.
Teneur en amylose et taille des particules
Selon le type d'amidon, les grains d'amidon sont plus ou moins gros. Le diamètre des particules d'amidon peut dépasser 100 µm pour les pommes de terre, 2 à 35 µm pour le blé, 5 à 25 µm pour le maïs et seulement 0,5 à 3 µm pour l'amarante. L'amidon de blé présente une répartition bimodale des grains d'amidon. Ceci est exploité pour produire d'une part un amidon de blé A de haute pureté (20 - 35 µm) et d'autre part un amidon de blé B à petits grains (2 - 10 µm) avec un niveau d'impuretés plus élevé.
Selon son origine, l'amidon a normalement une teneur en amylose de 14 % à 27 % et une teneur en amylopectine de 73 % à 86 %. Toutefois, des variétés végétales spéciales fournissent également de l'amidon avec une teneur en amylopectine allant jusqu'à 99 % ou une teneur en amylose allant jusqu'à 85 %.
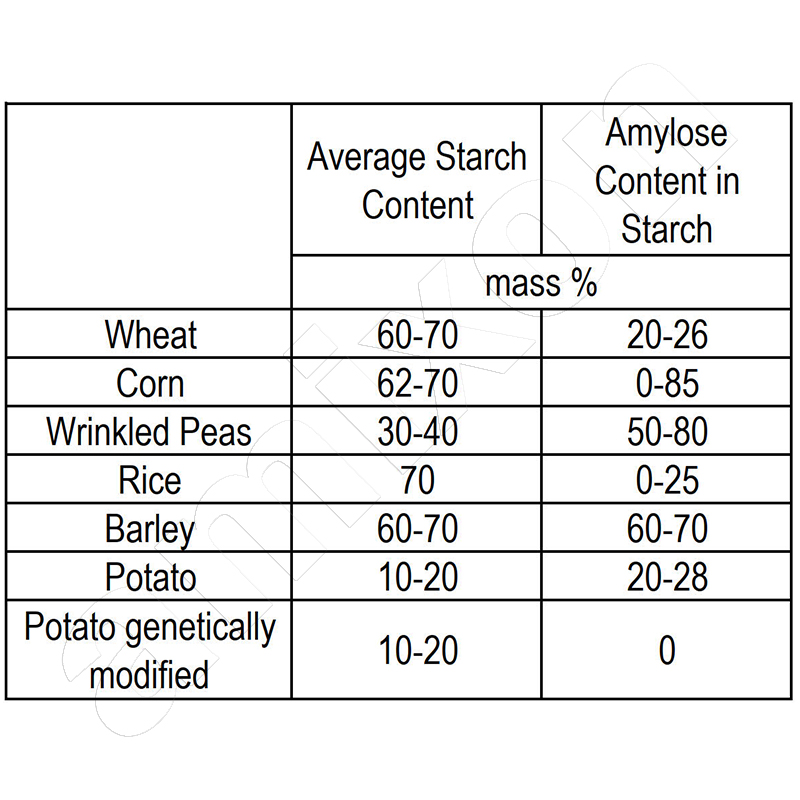
Teneur en amidon et en amylose de différentes cultures
Selon le type d'amidon, les grains d'amidon sont plus ou moins gros. Le diamètre des particules d'amidon peut dépasser 100 µm pour les pommes de terre, 2 à 35 µm pour le blé, 5 à 25 µm pour le maïs et seulement 0,5 à 3 µm pour l'amarante. L'amidon de blé présente une répartition bimodale des grains d'amidon. Ceci est exploité pour produire d'une part un amidon de blé A de haute pureté (20 - 35 µm) et d'autre part un amidon de blé B à petits grains (2 - 10 µm) avec un niveau d'impuretés plus élevé.
Selon son origine, l'amidon a normalement une teneur en amylose de 14 % à 27 % et une teneur en amylopectine de 73 % à 86 %. Toutefois, des variétés végétales spéciales fournissent également de l'amidon avec une teneur en amylopectine allant jusqu'à 99 % ou une teneur en amylose allant jusqu'à 85 %.
Teneur en amidon et en amylose de différentes cultures
Particules d'amidon à structure amorphe ou cristalline
Molécules d'amidon réticulées par des glycosides.
La maltodextrine, par exemple pour les boissons instantanées, les préparations d'épices, les préparations de fruits et les glaces, peut être obtenue efficacement de cette manière. L'amidon est mis en suspension dans l'eau avec de l'alpha-amylase sous agitation lente et chauffé lentement. Des temps d'agitation et de séjour définis sont alors respectés à différentes températures afin d'obtenir une dégradation enzymatique aussi complète que possible. La suspension est ensuite lavée plusieurs fois, centrifugée et séchée thermiquement.
L'intégrité de l'amidon natif est facilement démontrée lorsque les grains d'amidon sont observés au microscope sous une lumière polarisée. En raison de la biréfringence, les grains d'amidon natifs apparaissent irisés avec une croix sombre, tandis que les grains d'amidon traités apparaissent monochromes sans croix - manifestement parce que leur structure cristalline est détruite.
Molécules d'amidon réticulées par des glycosides.
La maltodextrine, par exemple pour les boissons instantanées, les préparations d'épices, les préparations de fruits et les glaces, peut être obtenue efficacement de cette manière. L'amidon est mis en suspension dans l'eau avec de l'alpha-amylase sous agitation lente et chauffé lentement. Des temps d'agitation et de séjour définis sont alors respectés à différentes températures afin d'obtenir une dégradation enzymatique aussi complète que possible. La suspension est ensuite lavée plusieurs fois, centrifugée et séchée thermiquement.
L'intégrité de l'amidon natif est facilement démontrée lorsque les grains d'amidon sont observés au microscope sous une lumière polarisée. En raison de la biréfringence, les grains d'amidon natifs apparaissent irisés avec une croix sombre, tandis que les grains d'amidon traités apparaissent monochromes sans croix - manifestement parce que leur structure cristalline est détruite.
Plantes utiles avec leurs teneurs approximatives en amidon et en amylose
En Europe, les matières premières pour la production d'amidon sont les pommes de terre, le blé et le maïs. En dehors de l'Europe, l'amidon est également produit à partir de plantes utiles comme le tapioca et le riz. Aujourd'hui, le produit commercial amidon (C6H10O5)n ne doit pas contenir plus de 3% de substances étrangères. La réglementation suivante s'est imposée au niveau international : La teneur maximale en protéines autorisée dans la matière sèche de l'amidon est limitée. Elle est de 0,58 % pour l'amidon de céréales et de 0,13 % pour l'amidon de pommes de terre.
L'amidon de blé pauvre en protéines est obtenu pour les aliments diététiques (par exemple pour la maladie cœliaque). Le Codex alimentarius (réglementation internationale sur les denrées alimentaires) définit l'amidon comme étant exempt de gluten lorsque la teneur en protéines (gluten) est inférieure à 20 mg/kg. Les méthodes d'analyse actuelles permettent de détecter des teneurs en protéines résiduelles inférieures à 5 mg/kg.
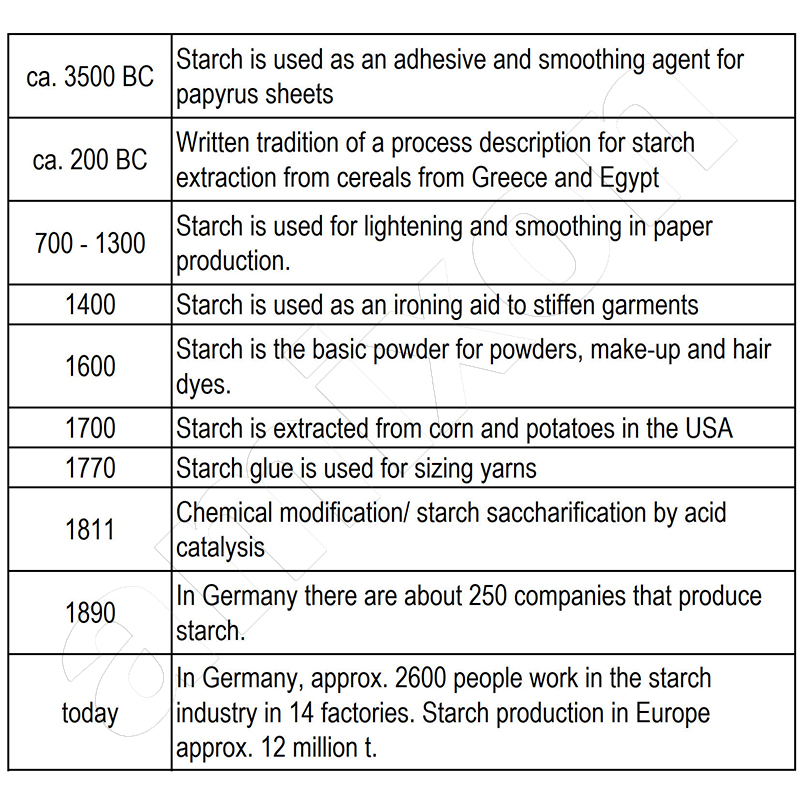
Très tôt dans l'histoire de l'humanité, les propriétés multiples de l'amidon ont été utilisées.
En Europe, les matières premières pour la production d'amidon sont les pommes de terre, le blé et le maïs. En dehors de l'Europe, l'amidon est également produit à partir de plantes utiles comme le tapioca et le riz. Aujourd'hui, le produit commercial amidon (C6H10O5)n ne doit pas contenir plus de 3% de substances étrangères. La réglementation suivante s'est imposée au niveau international : La teneur maximale en protéines autorisée dans la matière sèche de l'amidon est limitée. Elle est de 0,58 % pour l'amidon de céréales et de 0,13 % pour l'amidon de pommes de terre.
L'amidon de blé pauvre en protéines est obtenu pour les aliments diététiques (par exemple pour la maladie cœliaque). Le Codex alimentarius (réglementation internationale sur les denrées alimentaires) définit l'amidon comme étant exempt de gluten lorsque la teneur en protéines (gluten) est inférieure à 20 mg/kg. Les méthodes d'analyse actuelles permettent de détecter des teneurs en protéines résiduelles inférieures à 5 mg/kg.
Très tôt dans l'histoire de l'humanité, les propriétés multiples de l'amidon ont été utilisées.
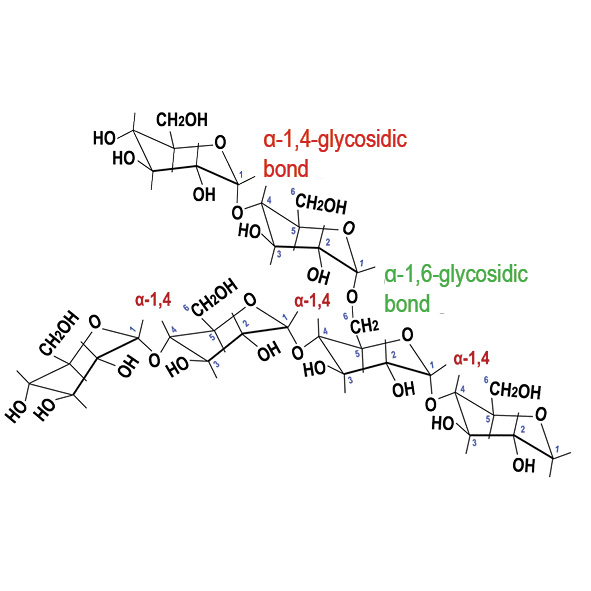
La composition chimique de la cellulose et de l'amidon est très similaire.
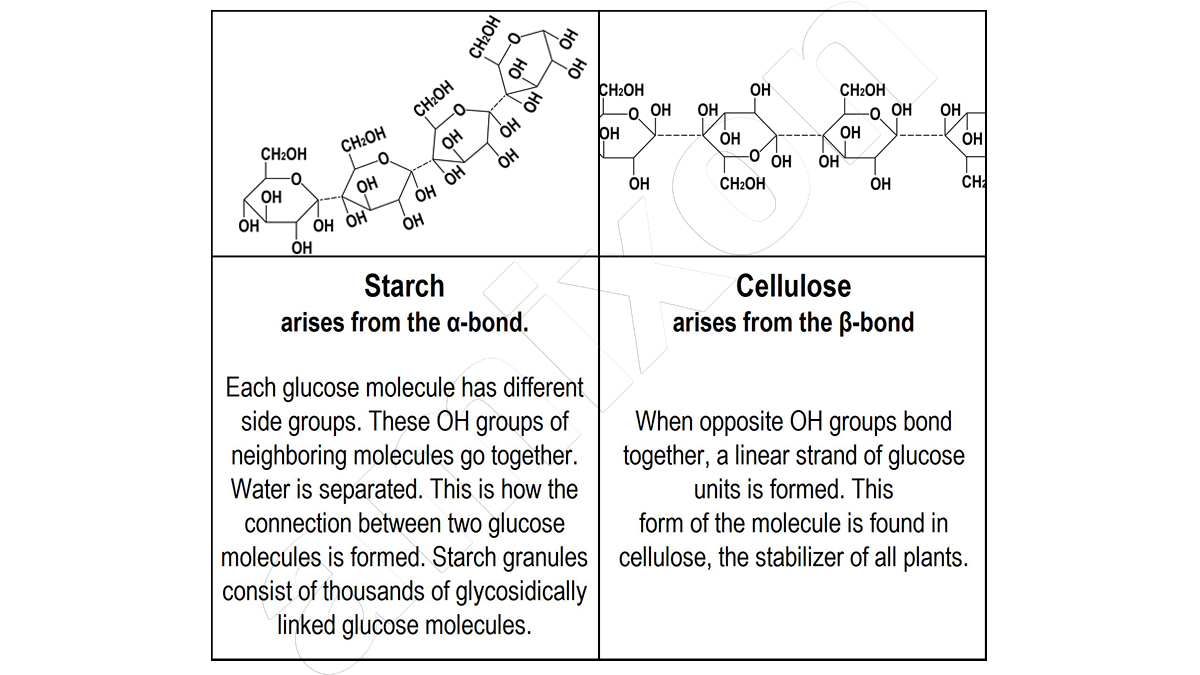
Similitude de la structure moléculaire de la cellulose et de l'amidon : Selon que le groupe OH anomérique du sucre A se trouve en position α (= inférieure) ou en position β (= supérieure), il se forme une liaison α-glycosidique ou une liaison β-glycosidique. Les chiffres 1,4 et 1,6 indiquent les atomes de C correspondants dans la molécule de glucose.
L'amidon, source d'énergie, est produit par photosynthèse et est stocké dans les tubercules et les graines de toutes les plantes. Des milliers de molécules de glucose se réticulent en hélice pour former une molécule d'amidon qui est incorporée dans le grain d'amidon.
Les enzymes déterminent la composition et la structure des grains d'amidon. Ils peuvent relier les molécules de glucose en un long brin glycosidique. Cette structure est appelée amylose. Si des chaînes latérales sont ajoutées au brin, on parle d'amylopectine.
Il est intéressant de noter la similitude moléculaire entre les molécules d'amidon et les molécules de cellulose. L'amidon est le réservoir d'énergie des plantes, tandis que la cellulose forme la structure cellulaire des plantes - d'une résistance et d'une élasticité impressionnantes, il suffit de penser au bois ou aux tiges de chanvre de 4 mètres de haut.
Similitude de la structure moléculaire de la cellulose et de l'amidon : Selon que le groupe OH anomérique du sucre A se trouve en position α (= inférieure) ou en position β (= supérieure), il se forme une liaison α-glycosidique ou une liaison β-glycosidique. Les chiffres 1,4 et 1,6 indiquent les atomes de C correspondants dans la molécule de glucose.
L'amidon, source d'énergie, est produit par photosynthèse et est stocké dans les tubercules et les graines de toutes les plantes. Des milliers de molécules de glucose se réticulent en hélice pour former une molécule d'amidon qui est incorporée dans le grain d'amidon.
Les enzymes déterminent la composition et la structure des grains d'amidon. Ils peuvent relier les molécules de glucose en un long brin glycosidique. Cette structure est appelée amylose. Si des chaînes latérales sont ajoutées au brin, on parle d'amylopectine.
Il est intéressant de noter la similitude moléculaire entre les molécules d'amidon et les molécules de cellulose. L'amidon est le réservoir d'énergie des plantes, tandis que la cellulose forme la structure cellulaire des plantes - d'une résistance et d'une élasticité impressionnantes, il suffit de penser au bois ou aux tiges de chanvre de 4 mètres de haut.
© Copyright by amixon GmbH