
Pulvergemisch
Ein Pulvergemisch besteht aus mindestens zwei verschiedenen Feststoffen. Die Feststoffe liegen pulverförmig, also dispergiert, vor. Die einzelnen Partikel sind physikalisch voneinander getrennt und es findet keine chemische Reaktion statt. Pulvergemische sind in nahezu allen Industrien von zentraler Bedeutung, beispielsweise in der Chemie-, Lebensmittel-, Pharma- und Werkstoffindustrie. Ein Qualitätsparameter ist die Homogenität der Stoffverteilung, also die Mischgüte.
Ein ideal gemischtes Pulvergemisch liegt vor, wenn eine statistische Zufallsverteilung aller Partikel erreicht ist. In diesem Zustand ist die Wahrscheinlichkeit, ein bestimmtes Partikel an einer beliebigen Position im Gemisch zu finden, überall gleich groß; diese Verteilung wird als ideale Mischung bezeichnet. Die ideale Zufallsverteilung ist mathematisch beschreibbar, sofern die Partikelgrößenverteilung aller Komponenten bekannt ist und die Probengröße korrekt definiert wurde.
Die statistische Schwankung der Konzentration einer Komponente in einer Probe ergibt sich aus der Varianz einer Bernoulli-verteilten Zufallsvariablen:
σ² = (p · (1 − p)) / n
- p ist der Massen- oder Volumenanteil der betrachteten Komponente
- n ist die Anzahl der Partikel in der Probe
Mit wachsender Probengröße n sinkt die statistische Streuung σ; die Mischgüte ist daher immer maßstabsabhängig. Ein reales Pulvergemisch kann nicht homogener sein als seine ideale Zufallsverteilung; diese stellt die physikalische Obergrenze der Mischbarkeit dar.
In der Praxis wird die Mischgüte häufig über den Variationskoeffizienten CV beschrieben:
CV = σ / μ
- σ ist die Standardabweichung der Konzentration
- μ ist der mittlere Konzentrationswert
Ein kleiner Variationskoeffizient steht für eine hohe Mischgüte. Als relative Kenngröße ist der CV dimensionslos und somit unabhängig von physikalischen Einheiten. In vielen Stoffgemischen gelten Werte unter etwa 5 Prozent als sehr gut, wobei die genauen Grenzwerte je nach Partikelstruktur variieren können. In der Literatur werden für Komponentenzusammensetzungen von 1:100 oder 1:1000 typischerweise folgende Bereiche genannt:
- CV > 10 % → schlecht gemischt
- CV ≈ 5 % → gut gemischt
- CV < 2 % → sehr gut gemischt; es liegen besonders gute Bedingungen vor. Dies ist in der Praxis sehr selten der Fall.
In Sonderfällen werden sogar Komponentenzusammensetzungen von 1:100.000 vermischt, um die Leistungsfähigkeit von Pulvermischern zu testen. Die tatsächlich erreichbare Mischgüte hängt stark von den Stoffeigenschaften der beteiligten Komponenten und vom eingesetzten Mischprinzip ab. Scherarme, dreidimensionale Mischmechanismen mit kontrollierten Relativbewegungen der Partikel begünstigen das Erreichen der Idealverteilung.
Einflussgrößen auf die Mischbarkeit
Bestimmte Eigenschaften der Komponenten fördern eine besonders homogene Durchmischung und reduzieren Entmischungsneigungen:
- Eine einheitliche Partikelgröße reduziert Entmischungseffekte; große Unterschiede begünstigen Perkolation und Segregation.
- Eine möglichst rundliche Partikelform verbessert die Fließeigenschaften und verringert mechanische Verhakungen.
- Ähnliche Schüttdichten verhindern gravitative Entmischung; ausgeprägte Dichteunterschiede wirken trennend.
- Vergleichbare Fließeigenschaften unterstützen gleichmäßige Relativbewegungen; starke Unterschiede führen zu Strömungsentkopplung.
- Eine enge Partikelgrößenverteilung erhöht die statistische Gleichmäßigkeit; breite Verteilungen erschweren die Homogenisierung.
- Eine gleichmäßige Durchfeuchtung kann Staubbildung und elektrostatische Effekte reduzieren und das Gemisch stabilisieren.
- Ähnliche Oberflächenenergien und Wechselwirkungen der Komponenten sind vorteilhaft; stark unterschiedliche Affinitäten fördern Entmischung.
- Agglomerate verhalten sich wie eigenständige Grobpartikel; ihre Desagglomeration bis auf die Primärpartikel ist entscheidend, wenn eine Feindispersion angestrebt wird.
- Weitere Einflussgrößen sind Temperatur, Feuchte, Mischdauer, Füllgrad und Art der Durchströmung im Mischer.
- Elektrostatische Aufladung führt zur Separation von Feinstäuben und verschlechtert die Mischgüte.
Mindestprobengröße für die Homogenitätsprüfung
Für die Auswertung der Mischgüte ist eine ausreichende Probengröße erforderlich. Die Mindestanzahl n_min an Partikeln einer Probe lässt sich aus der gewünschten maximalen Streuung der Konzentration ableiten:
n_min = (1 − p) / (p · CV_max²)
- p ist der Massen- oder Volumenanteil der betrachteten Komponente
- CV_max ist der maximal zulässige Variationskoeffizient
Die direkte Partikelzählung ist messtechnisch selten praktikabel, weshalb die entsprechende Mindestprobemasse m_p benötigt wird. Hierzu wird die mittlere Partikelmasse benötigt, die sich bei kugelförmiger Annahme aus Dichte und mittlerem Partikeldurchmesser ergibt:
m_p = ρ · (π · d³) / 6
- m_p ist die Mindestprogenmasse
- ρ ist die Partikeldichte
- π ist die Kreiszahl
- d ist der mittlere Partikeldurchmesser
Beispiel:
Bereits bei einem Masseanteil kleiner als 1 Prozent wird in der Literatur von einer Spurenkomponente gesprochen. Soll der Mischgüte-Variationskoeffizient CV dieser Komponente maximal 5 Prozent betragen, ergibt sich aus Gleichung die erforderliche Mindestpartikelzahl n_min in der Probe:
- Anteil p=0,01
- gewünschter CVmax=0,05
n_min= 1/(0,01⋅0,052) = 40 000
Die Mischgüte lässt sich in Form eines dimensionslosen Mischgüte-Koeffizienten angeben und ist dann unabhängig von physikalischen Einheiten. Dadurch können Mischqualitäten unterschiedlichster Produkte miteinander verglichen werden. Die Mindestanzahl an Proben pro Charge sollte in der Regel nicht unter zehn liegen, um eine ausreichende statistische Aussagekraft der Homogenitätsprüfung zu gewährleisten.
Praxisbeispiel (amixon®)
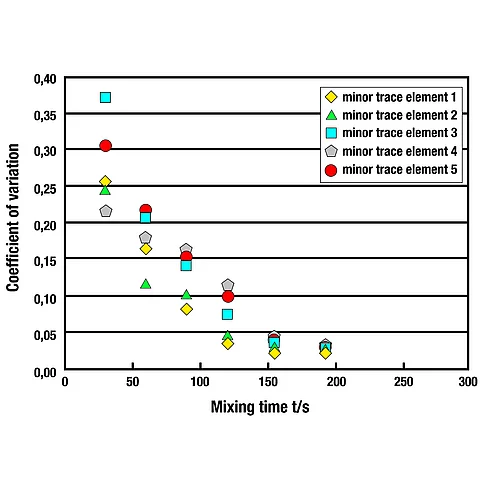
In der Praxis werden Tests mit amixon® Mischern unter anderem mit Komponentenzusammensetzungen bis zu 1:100.000 durchgeführt. Die Partikelgröße der Kleinkomponente liegt dabei typischerweise im Bereich von etwa 10 bis 50 Mikrometern, bei Mischchargen von rund 3 Kubikmetern und Probemengen von lediglich etwa 15 Gramm. In diesen Versuchen wird die Menge der Kleinkomponente analytisch bestimmt; die ermittelten Variationskoeffizienten der Mischgüte liegen im Bereich von ungefähr 1,5 bis 3,5 Prozent.
Diese Analysedaten belegen, dass mit Präzisionsmischer sehr hohe Mischgüten reproduzierbar erreichbar sind.