
Miscela di polveri
Una miscela di polveri è costituita da almeno due sostanze solide diverse. I solidi sono presenti in forma di polvere, ovvero dispersi. Le singole particelle sono fisicamente separate l'una dall'altra e non si verifica alcuna reazione chimica. Le miscele di polveri rivestono un'importanza fondamentale in quasi tutti i settori industriali, ad esempio nell'industria chimica, alimentare, farmaceutica e dei materiali. Un parametro di qualità è l'omogeneità della distribuzione della sostanza, ovvero la qualità della miscelazione.
Si ha una miscela di polveri miscelata in modo ideale quando si raggiunge una distribuzione casuale statistica di tutte le particelle. In questo stato, la probabilità di trovare una determinata particella in una posizione qualsiasi della miscela è uguale ovunque; questa distribuzione è definita miscela ideale. La distribuzione casuale ideale è descrivibile matematicamente, a condizione che sia nota la distribuzione granulometrica di tutti i componenti e che la dimensione del campione sia stata definita correttamente.
La variazione statistica della concentrazione di un componente in un campione deriva dalla varianza di una variabile casuale distribuita secondo una distribuzione di Bernoulli:
σ² = (p · (1 − p)) / n
- p è la frazione in massa o in volume del componente considerato
- n è il numero di particelle nel campione
Con l'aumentare della dimensione del campione n, la dispersione statistica σ diminuisce; la qualità della miscelazione è quindi sempre dipendente dalla scala. Una miscela di polveri reale non può essere più omogenea della sua distribuzione casuale ideale; questa rappresenta il limite fisico massimo della miscelabilità.
In pratica, la qualità della miscelazione viene spesso descritta tramite il coefficiente di variazione CV:
CV = σ / μ
- σ è la deviazione standard della concentrazione
- μ è il valore medio della concentrazione
Un coefficiente di variazione basso indica un'elevata qualità della miscelazione. In quanto parametro relativo, il CV è adimensionale e quindi indipendente dalle unità fisiche. In molte miscele di sostanze, valori inferiori al 5% circa sono considerati molto buoni, sebbene i valori limite esatti possano variare a seconda della struttura delle particelle. In letteratura, per composizioni di componenti di 1:100 o 1:1000 vengono tipicamente indicati i seguenti intervalli:
- CV > 10 % → miscelazione scadente
- CV ≈ 5 % → miscelazione buona
- CV < 2 % → miscelazione ottima; le condizioni sono particolarmente favorevoli. In pratica, ciò accade molto raramente.
In casi particolari vengono miscelati anche rapporti di 1:100.000 per testare le prestazioni dei miscelatori di polveri. La qualità di miscelazione effettivamente raggiungibile dipende fortemente dalle proprietà dei componenti coinvolti e dal principio di miscelazione utilizzato. Meccanismi di miscelazione tridimensionali a basso taglio con movimenti relativi controllati delle particelle favoriscono il raggiungimento della distribuzione ideale.
Fattori che influenzano la miscelabilità
Alcune proprietà dei componenti favoriscono una miscelazione particolarmente omogenea e riducono la tendenza alla segregazione:
- Una granulometria uniforme riduce gli effetti di segregazione; grandi differenze favoriscono la percolazione e la segregazione.
- Una forma delle particelle il più possibile sferica migliora le proprietà di scorrimento e riduce gli intrecci meccanici.
- Densità apparenti simili impediscono la separazione gravitazionale; differenze di densità marcate hanno un effetto separatore.
- Proprietà di scorrimento comparabili favoriscono movimenti relativi uniformi; forti differenze portano al disaccoppiamento del flusso.
- Una distribuzione granulometrica ristretta aumenta l'uniformità statistica; distribuzioni ampie rendono difficile l'omogeneizzazione.
- Un'umidificazione uniforme può ridurre la formazione di polvere e gli effetti elettrostatici e stabilizzare la miscela.
- Energie superficiali e interazioni simili dei componenti sono vantaggiose; affinità molto diverse favoriscono la separazione.
- Gli agglomerati si comportano come particelle grossolane indipendenti; la loro disagglomerazione fino alle particelle primarie è fondamentale se si mira a una dispersione fine.
- Altri fattori che influiscono sono la temperatura, l'umidità, la durata della miscelazione, il grado di riempimento e il tipo di flusso nel miscelatore.
- La carica elettrostatica porta alla separazione delle polveri finissime e peggiora la qualità della miscelazione.
Dimensione minima del campione per la prova di omogeneità
Per la valutazione della qualità della miscelazione è necessaria una dimensione del campione sufficiente. Il numero minimo n_min di particelle di un campione può essere ricavato dalla dispersione massima desiderata della concentrazione:
n_min = (1 − p) / (p · CV_max²)
- p è la frazione in massa o in volume del componente considerato
- CV_max è il coefficiente di variazione massimo ammissibile
Il conteggio diretto delle particelle è raramente praticabile dal punto di vista metrologico, motivo per cui è necessaria la corrispondente massa minima del campione m_p. A tal fine è necessaria la massa media delle particelle, che, ipotizzando una forma sferica, risulta dalla densità e dal diametro medio delle particelle:
m_p = ρ · (π · d³) / 6
- m_p è la massa minima del campione
- ρ è la densità delle particelle
- π è il numero pi greco
- d è il diametro medio delle particelle
Esempio:
Già con una percentuale in massa inferiore all'1%, in letteratura si parla di componente in tracce. Se il coefficiente di variazione della qualità della miscelazione CV di questo componente deve essere al massimo del 5%, dall'equazione si ottiene il numero minimo di particelle n_min richiesto nel campione:
- percentuale p=0,01
- CVmax desiderato=0,05
n_min= 1/(0,01⋅0,052) = 40 000
La qualità della miscelazione può essere espressa sotto forma di un coefficiente di qualità della miscelazione adimensionale ed è quindi indipendente dalle unità fisiche. Ciò consente di confrontare tra loro le qualità di miscelazione di prodotti molto diversi. Il numero minimo di campioni per lotto non dovrebbe di norma essere inferiore a dieci, al fine di garantire una sufficiente significatività statistica della prova di omogeneità.
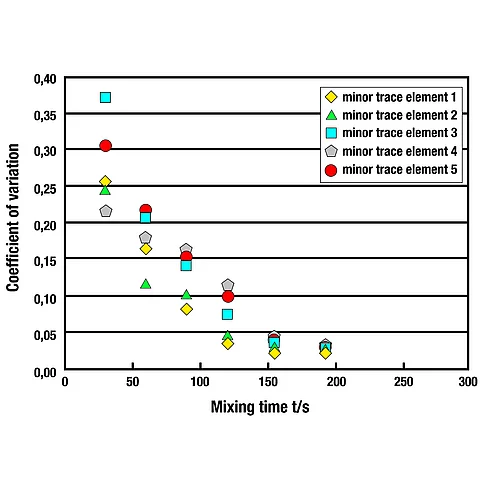
Esempio pratico (amixon®)
Nella pratica, i test con i miscelatori amixon® vengono effettuati, tra l’altro, con composizioni di componenti fino a 1:100.000. La dimensione delle particelle del componente in minoranza è tipicamente compresa tra circa 10 e 50 micrometri, con lotti di miscelazione di circa 3 metri cubi e quantità di campione di soli 15 grammi circa. In questi test, la quantità del componente minore viene determinata analiticamente; i coefficienti di variazione della qualità di miscelazione rilevati sono compresi tra l'1,5 e il 3,5 percento circa.
Questi dati analitici dimostrano che con i miscelatori di precisione è possibile ottenere in modo riproducibile livelli di qualità di miscelazione molto elevati.