
espace mort
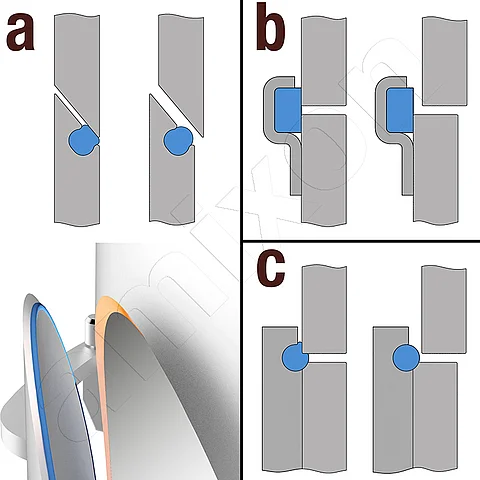
Image de gauche : il est particulièrement difficile d'éviter les zones mortes lorsqu'un appareil de process doit être équipé de grandes portes d'inspection. Les portes d'inspection sont indispensables d'un point de vue technique, mais elles peuvent entraîner des perturbations de l'écoulement et créer des zones mortes. Ci-contre sont présentées des solutions de conception qui ne comportent que de très petites zones mortes (b, c) ou n'en comportent aucune (a).
On appelle « zone morte » les zones situées à l'intérieur d'un appareil de traitement qui ne sont pas ou insuffisamment prises en compte par l'étape de processus prévue. Cela concerne par exemple les phases d'écoulement, de mélange, de régulation de température ou de nettoyage. Dans une zone morte, il n'y a pratiquement pas d'échange de matière. Dans les mélangeurs, les zones mortes sont particulièrement critiques. Le produit peut y rester, ne pas être mélangé ou s'y accumuler. Cela détériore la qualité du mélange et augmente le risque de contamination. Des gradients thermiques, des écarts de réaction et des problèmes d'hygiène peuvent également survenir.
Les systèmes de mélange amixon® sont conçus de manière à ce que l'ensemble de la chambre de mélange soit balayé par le flux de poussée. Le processus se déroule sans espaces morts, ce qui permet d'obtenir un mélange aléatoire idéal dans tout le volume de la chambre. La géométrie des cuves, les équipements internes et les raccords – tels que les vannes d'arrêt côté sortie – favorisent une vidange complète et un nettoyage hygiénique. En génie des procédés, les zones mortes sont minimisées grâce à des géométries favorisant l'écoulement, des outils de mélange adaptés et des équipements internes optimisés.