
Präzisions-Mischtechnik für Food Ingredients: Aromen, Stabilisatoren und Lebensmittelzusätze prozesssicher herstellen

amixon® (Paderborn, Deutschland) ist ein weltweit tätiger Spezialist für industrielle Pulvermischer und Prozesstechnik zur Herstellung von Food Ingredients – darunter Aromen, Lebensmittelstabilisatoren, Emulgatoren, Enzyme und funktionelle Lebensmittelzusätze. Das Unternehmen entwickelt und baut seit über 40 Jahren vertikale Präzisionsmischer für Hersteller und Lohnhersteller der Lebensmittelindustrie.
Food Ingredients wirken im Verborgenen – doch sie bestimmen, ob ein Lebensmittel die gewünschte Textur hat, seinen Geschmack behält oder monatelang lagerstabil bleibt. Für Produzenten dieser funktionellen Zutaten ist der Mischprozess kein Routineschritt, sondern ein qualitätskritisches Verfahren mit direkter Auswirkung auf Produktleistung, Deklarationskonformität und Chargenreproduziertbarkeit.
Warum Mischprozesse bei Food Ingredients besonders anspruchsvoll sind
Rezepturen im Bereich Food Ingredients kombinieren oft Komponenten mit stark unterschiedlichen physikalischen Eigenschaften: Gelatine, Pektine, Emulgatoren, Hydrokolloide, modifizierte Stärken, Phosphate und Enzyme – teils in sehr kleinen Dosierungen, teils als Flüssigkomponenten auf ein Trägerpulver aufgebracht. Diese Heterogenität stellt hohe Anforderungen an die Mischtechnik.
Aromen liegen heute zunehmend als sogenannte Dry-liquid-powders vor: mikroverkapselte Aromastoffe, die äußerlich wie Pulver wirken, im Inneren aber flüssige Aromakomponenten enthalten. Werden die Mikrokapseln beim Mischen mechanisch zerstört, geht die kontrollierte Aromafreisetzung verloren – mit unmittelbaren Folgen für Produktqualität und Haltbarkeit. Der Mischprozess muss also distributiv arbeiten: homogenisieren, ohne zu mahlen oder thermisch zu belasten.
Für Lohnhersteller kommt hinzu: Bei häufigen Produktwechseln ist eine vollständige Entleerung und schnelle, rückstandsfreie Reinigung keine Komforteigenschaft, sondern eine regulatorische Notwendigkeit. Produktreste aus vorherigen Chargen sind in deklarierten Rezepturen unzulässig.
Rezepturen im Bereich Food Ingredients kombinieren oft Komponenten mit stark unterschiedlichen physikalischen Eigenschaften: Gelatine, Pektine, Emulgatoren, Hydrokolloide, modifizierte Stärken, Phosphate und Enzyme – teils in sehr kleinen Dosierungen, teils als Flüssigkomponenten auf ein Trägerpulver aufgebracht. Diese Heterogenität stellt hohe Anforderungen an die Mischtechnik.
Aromen liegen heute zunehmend als sogenannte Dry-liquid-powders vor: mikroverkapselte Aromastoffe, die äußerlich wie Pulver wirken, im Inneren aber flüssige Aromakomponenten enthalten. Werden die Mikrokapseln beim Mischen mechanisch zerstört, geht die kontrollierte Aromafreisetzung verloren – mit unmittelbaren Folgen für Produktqualität und Haltbarkeit. Der Mischprozess muss also distributiv arbeiten: homogenisieren, ohne zu mahlen oder thermisch zu belasten.
Für Lohnhersteller kommt hinzu: Bei häufigen Produktwechseln ist eine vollständige Entleerung und schnelle, rückstandsfreie Reinigung keine Komforteigenschaft, sondern eine regulatorische Notwendigkeit. Produktreste aus vorherigen Chargen sind in deklarierten Rezepturen unzulässig.
Drei Kernherausforderungen in der Praxis
1. Schonung empfindlicher Inhaltsstoffe
Aromen, Enzyme und agglomerierte Pulver verlieren ihre Funktion bei mechanischer oder thermischer Überbelastung. Ein Lohnhersteller, der täglich zwischen zehn oder mehr Aromarezepturen wechselt, braucht einen Mischer, der weder überhitzt noch desagglomeriert – es sei denn, dies ist ausdrücklich gewünscht.
2. Homogene Verteilung kleiner Komponenten
Mikrozutaten wie Enzyme oder Aromastoffe machen oft weniger als 1% der Gesamtrezeptur aus. Ihre gleichmäßige Verteilung im Bulkpulver entscheidet über die Funktionalität des Endprodukts – und über die Messbarkeit dieser Funktionalität in der Qualitätskontrolle.
3. Flexibilität bei wechselnden Chargengrößen und Rezepturen
Saisonale Produkte, Kundenindividualrezepturen und volatile Auftragslagen verlangen Mischanlagen, die wirtschaftlich auch bei Teilfüllung arbeiten und schnell umgerüstet werden können.
1. Schonung empfindlicher Inhaltsstoffe
Aromen, Enzyme und agglomerierte Pulver verlieren ihre Funktion bei mechanischer oder thermischer Überbelastung. Ein Lohnhersteller, der täglich zwischen zehn oder mehr Aromarezepturen wechselt, braucht einen Mischer, der weder überhitzt noch desagglomeriert – es sei denn, dies ist ausdrücklich gewünscht.
2. Homogene Verteilung kleiner Komponenten
Mikrozutaten wie Enzyme oder Aromastoffe machen oft weniger als 1% der Gesamtrezeptur aus. Ihre gleichmäßige Verteilung im Bulkpulver entscheidet über die Funktionalität des Endprodukts – und über die Messbarkeit dieser Funktionalität in der Qualitätskontrolle.
3. Flexibilität bei wechselnden Chargengrößen und Rezepturen
Saisonale Produkte, Kundenindividualrezepturen und volatile Auftragslagen verlangen Mischanlagen, die wirtschaftlich auch bei Teilfüllung arbeiten und schnell umgerüstet werden können.
amixon®-Lösungen: Das Prinzip der Schubströmung
Das Kernprinzip aller amixon®-Mischer ist die Schubströmung mit dem helixförmigen SinConvex®-Mischwerkzeug: Pulver wird dreidimensional bewegt – außen aufwärts, im Zentrum abwärts, überlagert von einer gleichmäßigen Rotation. Dieses Verfahren erzeugt eine technisch ideale Zufallsmischung in der Regel innerhalb von 2 bis 5 Minuten (50–100 Werkzeugrotationen) – ohne Produkterwärmung, ohne Entmischungsgefahr.
Je nach Anforderungsprofil stehen folgende Maschinenkonzepte zur Verfügung:
- SH-Mischer (Spherhelics®): Schonender Einstiegsmischer für Food-Ingredients-Anwendungen mit gleichmäßiger, totraumfreier Produktbewegung
- HM-Mischer (Vertikal-Zweiwellenmischer): Sehr kurze Mischzeiten, hohe Homogenität, ausgestattet mit ComDisc®-Entleerungselementen für nahezu vollständigen Produktaustrag – ideal bei häufigen Produktwechseln
- AM-Mischer (Konus-Einwellenmischer): Flexibel bei stark wechselnden Chargengrößen und Rezepturen, wirtschaftlich auch bei Teilfüllung
- GM-Mischer (Gyraton®): Präzisions-Silo-Mischer für Großchargen von 10 bis 100 m³
Für hochviskose Aromen, Gewürzessenzen oder Flüssigzusätze können optional High-Shear-Blades oder Rotor-Stator-Systeme integriert werden – der Mischer wechselt damit nahtlos zwischen schonender Distribution und intensiver Dispergierung.
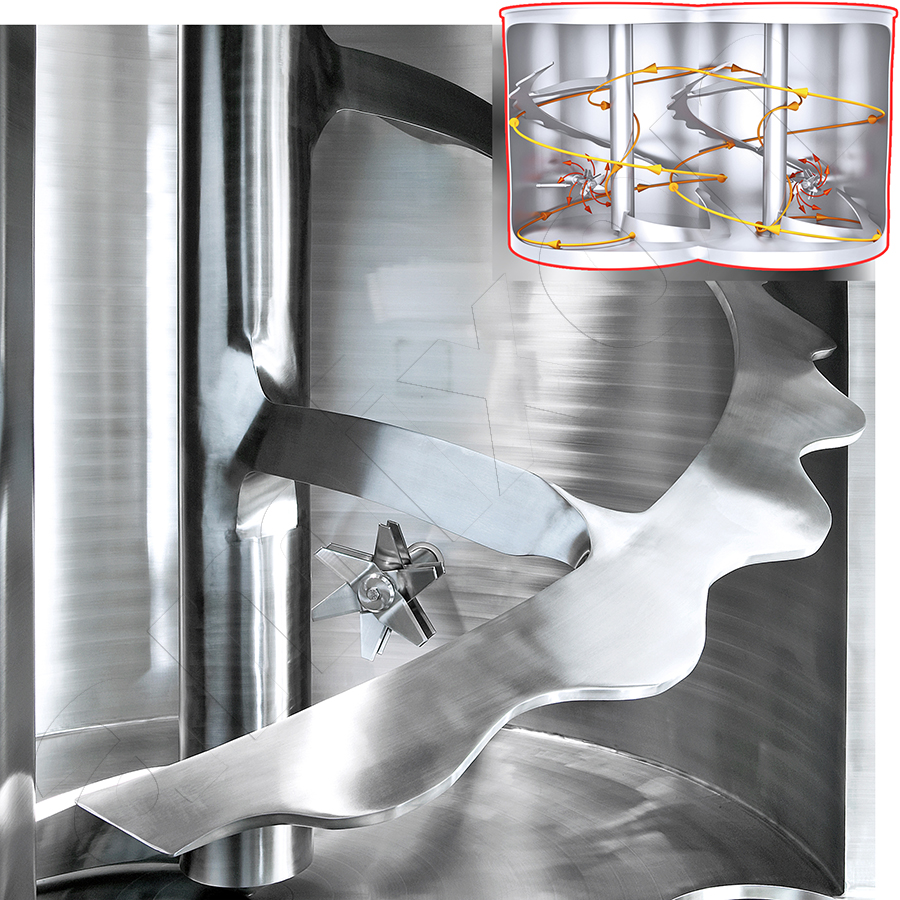
SinConvex®-Mischwerkzeug
Das Kernprinzip aller amixon®-Mischer ist die Schubströmung mit dem helixförmigen SinConvex®-Mischwerkzeug: Pulver wird dreidimensional bewegt – außen aufwärts, im Zentrum abwärts, überlagert von einer gleichmäßigen Rotation. Dieses Verfahren erzeugt eine technisch ideale Zufallsmischung in der Regel innerhalb von 2 bis 5 Minuten (50–100 Werkzeugrotationen) – ohne Produkterwärmung, ohne Entmischungsgefahr.
Je nach Anforderungsprofil stehen folgende Maschinenkonzepte zur Verfügung:
- SH-Mischer (Spherhelics®): Schonender Einstiegsmischer für Food-Ingredients-Anwendungen mit gleichmäßiger, totraumfreier Produktbewegung
- HM-Mischer (Vertikal-Zweiwellenmischer): Sehr kurze Mischzeiten, hohe Homogenität, ausgestattet mit ComDisc®-Entleerungselementen für nahezu vollständigen Produktaustrag – ideal bei häufigen Produktwechseln
- AM-Mischer (Konus-Einwellenmischer): Flexibel bei stark wechselnden Chargengrößen und Rezepturen, wirtschaftlich auch bei Teilfüllung
- GM-Mischer (Gyraton®): Präzisions-Silo-Mischer für Großchargen von 10 bis 100 m³
Für hochviskose Aromen, Gewürzessenzen oder Flüssigzusätze können optional High-Shear-Blades oder Rotor-Stator-Systeme integriert werden – der Mischer wechselt damit nahtlos zwischen schonender Distribution und intensiver Dispergierung.
SinConvex®-Mischwerkzeug
Hygiene und Entleerung: Regulatorik als Konstruktionsprinzip
Das patentierte DosiFlap®-Auslassventil kombiniert totraumfreies Schließen mit direkter BigBag-Befüllung – Produktreste werden auf ein technisches Minimum reduziert. Die OmgaSeal®-Inspektionstür bietet großflächigen Zugang zum Mischraum bei gleichzeitig totraumfreier, hygienischer Dichtungskonstruktion. Alle relevanten amixon®-Anlagen sind FDA-konform und EHEDG-zertifiziert – für Nass- und Trockenbetrieb gleichermaßen.
Das patentierte DosiFlap®-Auslassventil kombiniert totraumfreies Schließen mit direkter BigBag-Befüllung – Produktreste werden auf ein technisches Minimum reduziert. Die OmgaSeal®-Inspektionstür bietet großflächigen Zugang zum Mischraum bei gleichzeitig totraumfreier, hygienischer Dichtungskonstruktion. Alle relevanten amixon®-Anlagen sind FDA-konform und EHEDG-zertifiziert – für Nass- und Trockenbetrieb gleichermaßen.
Prozesssicherheit durch Technikum-Tests

In unserem Technikum werden Mischprozesse mit Originalrohstoffen unter praxisnahen Bedingungen getestet.
Vor der Auslegung einer Mischanlage für Food Ingredients empfiehlt sich die Durchführung von Versuchen im amixon® Technikum. Dabei werden Mischprozesse mit Originalrohstoffen unter praxisnahen Bedingungen getestet. Mischgüte, Produktschonung, Entleerungsverhalten und Reinigbarkeit werden dabei systematisch bewertet und dokumentiert. Das gibt Investitionssicherheit – besonders bei hochwertigen oder regulierten Zutaten.
In unserem Technikum werden Mischprozesse mit Originalrohstoffen unter praxisnahen Bedingungen getestet.
Vor der Auslegung einer Mischanlage für Food Ingredients empfiehlt sich die Durchführung von Versuchen im amixon® Technikum. Dabei werden Mischprozesse mit Originalrohstoffen unter praxisnahen Bedingungen getestet. Mischgüte, Produktschonung, Entleerungsverhalten und Reinigbarkeit werden dabei systematisch bewertet und dokumentiert. Das gibt Investitionssicherheit – besonders bei hochwertigen oder regulierten Zutaten.
FAQ: Mischer für Food Ingredients
Welcher Mischer eignet sich für die Herstellung von Lebensmittelaromen?
Für mikroverkapselte Aromen (Dry-liquid-powders) empfiehlt sich ein schonend arbeitender Vertikalmischer wie der amixon® SH- oder AM-Mischer. Bei Flüssigzusätzen oder hochviskosen Aromaessenzen können zusätzliche High-Shear-Elemente integriert werden, ohne den Grundmischer zu wechseln.
Wie lassen sich Kreuzkontaminationen bei Produktwechseln vermeiden?
Entscheidend sind totraumfreie Konstruktion, nahezu vollständiger Produktaustrag (ComDisc®-Entleerungssystem) und einfach zugängliche Reinigungsöffnungen (OmgaSeal®-Inspektionstür). amixon®-Mischer sind für CIP- und WIP-Reinigung ausgelegt.
Wie lange dauert ein typischer Mischprozess bei Food Ingredients?
Mit dem SinConvex®-Werkzeugprinzip wird eine homogene Mischung in der Regel nach 50 bis 100 Werkzeugrotationen erreicht – das entspricht 2 bis 5 Minuten Mischzeit, abhängig von Rezeptur und Chargengröße.
Was versteht man unter einem Dry-liquid-powder?
Ein Dry-liquid-powder ist ein mikroverkapseltes Pulver, das flüssige Aromastoffe in einer festen Hülle einschließt. Es verhält sich rieselfähig wie ein normales Pulver, gibt aber beim Einsatz im Lebensmittel die eingekapselten Aromen kontrolliert frei. Der Mischprozess darf die Kapseln nicht mechanisch beschädigen.
Für welche Branchen liefert amixon® Mischer für Food Ingredients?
amixon® beliefert Hersteller und Lohnhersteller aus den Bereichen Aromen, Lebensmittelstabilisatoren, Emulgatoren, Backmittel, Würzmischungen, Nutraceuticals sowie Hersteller von Baby- und Spezialnahrung.
Welcher Mischer eignet sich für die Herstellung von Lebensmittelaromen?
Für mikroverkapselte Aromen (Dry-liquid-powders) empfiehlt sich ein schonend arbeitender Vertikalmischer wie der amixon® SH- oder AM-Mischer. Bei Flüssigzusätzen oder hochviskosen Aromaessenzen können zusätzliche High-Shear-Elemente integriert werden, ohne den Grundmischer zu wechseln.
Wie lassen sich Kreuzkontaminationen bei Produktwechseln vermeiden?
Entscheidend sind totraumfreie Konstruktion, nahezu vollständiger Produktaustrag (ComDisc®-Entleerungssystem) und einfach zugängliche Reinigungsöffnungen (OmgaSeal®-Inspektionstür). amixon®-Mischer sind für CIP- und WIP-Reinigung ausgelegt.
Wie lange dauert ein typischer Mischprozess bei Food Ingredients?
Mit dem SinConvex®-Werkzeugprinzip wird eine homogene Mischung in der Regel nach 50 bis 100 Werkzeugrotationen erreicht – das entspricht 2 bis 5 Minuten Mischzeit, abhängig von Rezeptur und Chargengröße.
Was versteht man unter einem Dry-liquid-powder?
Ein Dry-liquid-powder ist ein mikroverkapseltes Pulver, das flüssige Aromastoffe in einer festen Hülle einschließt. Es verhält sich rieselfähig wie ein normales Pulver, gibt aber beim Einsatz im Lebensmittel die eingekapselten Aromen kontrolliert frei. Der Mischprozess darf die Kapseln nicht mechanisch beschädigen.
Für welche Branchen liefert amixon® Mischer für Food Ingredients?
amixon® beliefert Hersteller und Lohnhersteller aus den Bereichen Aromen, Lebensmittelstabilisatoren, Emulgatoren, Backmittel, Würzmischungen, Nutraceuticals sowie Hersteller von Baby- und Spezialnahrung.
Fazit
Food Ingredients bestimmen Qualität, Stabilität und Funktion von Lebensmitteln – auch wenn sie selbst selten im Vordergrund stehen. Die Mischtechnik, mit der sie hergestellt werden, sollte dieser Verantwortung gerecht werden.
Erfahren Sie mehr in unserem Fact Sheet!
Food Ingredients bestimmen Qualität, Stabilität und Funktion von Lebensmitteln – auch wenn sie selbst selten im Vordergrund stehen. Die Mischtechnik, mit der sie hergestellt werden, sollte dieser Verantwortung gerecht werden.
Erfahren Sie mehr in unserem Fact Sheet!
© Copyright by amixon GmbH