
Precision Mixing Technology for Food Ingredients: Reliable Production of Flavors, Stabilizers, and Food Additives

amixon® (Paderborn, Germany) is a globally active specialist for industrial powder mixers and process technology for the production of food ingredients – including flavorings, food stabilizers, emulsifiers, enzymes, and functional food additives. For over 40 years, the company has been developing and building vertical precision mixers for manufacturers and contract manufacturers in the food industry.
Food ingredients work behind the scenes – yet they determine whether a food product has the desired texture, retains its flavor, or remains shelf-stable for months. For producers of these functional ingredients, the mixing process is not a routine step, but a quality-critical process with a direct impact on product performance, declaration compliance, and batch reproducibility.
Why mixing processes are particularly challenging in the food ingredients sector
Formulations in the food ingredients sector often combine components with vastly different physical properties: gelatine, pectins, emulsifiers, hydrocolloids, modified starches, phosphates and enzymes – some in very small quantities, others applied as liquid components to a carrier powder. This heterogeneity places high demands on mixing technology.
Flavourings are increasingly available today in the form of so-called dry-liquid powders: microencapsulated flavouring substances that appear as powders on the outside but contain liquid flavouring components inside. If the microcapsules are mechanically destroyed during mixing, the controlled release of flavour is lost – with immediate consequences for product quality and shelf life. The mixing process must therefore operate distributively: homogenising without grinding or subjecting the mixture to thermal stress.
For contract manufacturers, there is an additional consideration: when product changes are frequent, complete emptying and rapid, residue-free cleaning are not merely a convenience but a regulatory requirement. Product residues from previous batches are not permitted in declared formulations.
Formulations in the food ingredients sector often combine components with vastly different physical properties: gelatine, pectins, emulsifiers, hydrocolloids, modified starches, phosphates and enzymes – some in very small quantities, others applied as liquid components to a carrier powder. This heterogeneity places high demands on mixing technology.
Flavourings are increasingly available today in the form of so-called dry-liquid powders: microencapsulated flavouring substances that appear as powders on the outside but contain liquid flavouring components inside. If the microcapsules are mechanically destroyed during mixing, the controlled release of flavour is lost – with immediate consequences for product quality and shelf life. The mixing process must therefore operate distributively: homogenising without grinding or subjecting the mixture to thermal stress.
For contract manufacturers, there is an additional consideration: when product changes are frequent, complete emptying and rapid, residue-free cleaning are not merely a convenience but a regulatory requirement. Product residues from previous batches are not permitted in declared formulations.
Three key challenges in practice
1. Preserving delicate ingredients
Flavourings, enzymes and agglomerated powders lose their effectiveness when subjected to excessive mechanical or thermal stress. A contract manufacturer that switches between ten or more flavour formulations every day needs a mixer that neither overheats nor deagglomerates – unless this is specifically required.
2. Uniform distribution of small components
Micro-ingredients such as enzymes or flavourings often account for less than 1% of the total formulation. Their uniform distribution within the bulk powder determines the functionality of the end product – and whether this functionality can be measured during quality control.
3. Flexibility with varying batch sizes and formulations
Seasonal products, custom formulations and fluctuating order volumes require mixing systems that operate cost-effectively even at partial capacity and can be quickly reconfigured.
1. Preserving delicate ingredients
Flavourings, enzymes and agglomerated powders lose their effectiveness when subjected to excessive mechanical or thermal stress. A contract manufacturer that switches between ten or more flavour formulations every day needs a mixer that neither overheats nor deagglomerates – unless this is specifically required.
2. Uniform distribution of small components
Micro-ingredients such as enzymes or flavourings often account for less than 1% of the total formulation. Their uniform distribution within the bulk powder determines the functionality of the end product – and whether this functionality can be measured during quality control.
3. Flexibility with varying batch sizes and formulations
Seasonal products, custom formulations and fluctuating order volumes require mixing systems that operate cost-effectively even at partial capacity and can be quickly reconfigured.
amixon® solutions: The principle of shear flow
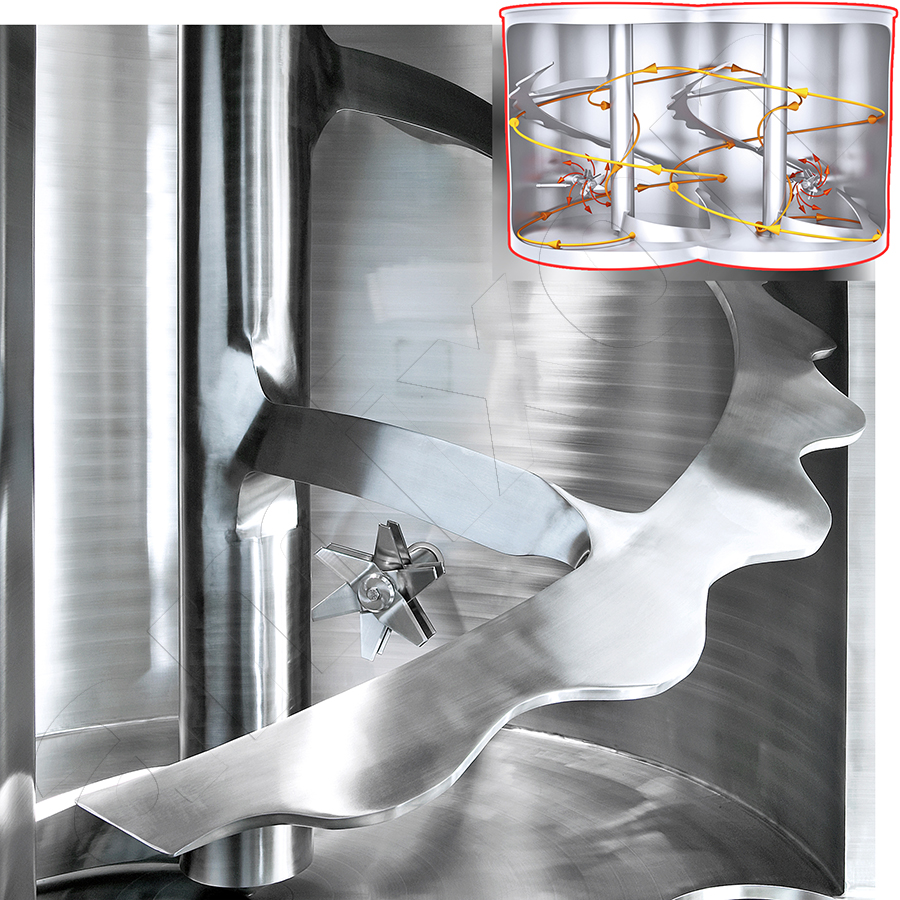
SinConvex® mixing tool
The core principle of all amixon® mixers is the shear flow generated by the helical SinConvex® mixing tool: the powder is moved in three dimensions – upwards at the outer edges and downwards at the centre – combined with a uniform rotation. This process produces a technically ideal random mix, usually within 2 to 5 minutes (50–100 tool rotations) – without heating the product and without any risk of segregation.
Depending on the requirements, the following machine designs are available:
- SH Mixer (Spherhelics®): A gentle entry-level mixer for food ingredients applications, featuring uniform product movement with no dead zones
- HM mixer (vertical twin-shaft mixer): Very short mixing times, high homogeneity, fitted with ComDisc® discharge elements for almost complete product discharge – ideal for frequent product changes
- AM mixer (single-shaft conical mixer): Flexible for widely varying batch sizes and formulations; cost-effective even with partial filling
- GM Mixer (Gyraton®): Precision silo mixer for large batches of 10 to 100 m³
For highly viscous flavourings, spice essences or liquid additives, high-shear blades or rotor-stator systems can be integrated as an option – allowing the mixer to switch seamlessly between gentle distribution and intensive dispersion.
SinConvex® mixing tool
The core principle of all amixon® mixers is the shear flow generated by the helical SinConvex® mixing tool: the powder is moved in three dimensions – upwards at the outer edges and downwards at the centre – combined with a uniform rotation. This process produces a technically ideal random mix, usually within 2 to 5 minutes (50–100 tool rotations) – without heating the product and without any risk of segregation.
Depending on the requirements, the following machine designs are available:
- SH Mixer (Spherhelics®): A gentle entry-level mixer for food ingredients applications, featuring uniform product movement with no dead zones
- HM mixer (vertical twin-shaft mixer): Very short mixing times, high homogeneity, fitted with ComDisc® discharge elements for almost complete product discharge – ideal for frequent product changes
- AM mixer (single-shaft conical mixer): Flexible for widely varying batch sizes and formulations; cost-effective even with partial filling
- GM Mixer (Gyraton®): Precision silo mixer for large batches of 10 to 100 m³
For highly viscous flavourings, spice essences or liquid additives, high-shear blades or rotor-stator systems can be integrated as an option – allowing the mixer to switch seamlessly between gentle distribution and intensive dispersion.
Hygiene and waste disposal: regulatory requirements as a design principle
The patented DosiFlap® discharge valve combines dead-space-free closure with direct BigBag filling – product residues are reduced to a technical minimum. The OmgaSeal® inspection door provides wide-area access to the mixing chamber whilst featuring a dead-space-free, hygienic sealing design. All relevant amixon® systems are FDA-compliant and EHEDG-certified – for both wet and dry operation.
The patented DosiFlap® discharge valve combines dead-space-free closure with direct BigBag filling – product residues are reduced to a technical minimum. The OmgaSeal® inspection door provides wide-area access to the mixing chamber whilst featuring a dead-space-free, hygienic sealing design. All relevant amixon® systems are FDA-compliant and EHEDG-certified – for both wet and dry operation.
Process reliability through pilot plant tests
Before designing a mixing system for food ingredients, it is recommended to conduct trials at the amixon® Technical Center. During these trials, mixing processes are tested using actual raw materials under real-world conditions. Mixing quality, product integrity, discharge behavior, and cleanability are systematically evaluated and documented. This provides investment security—especially for high-quality or regulated ingredients.

At our technical center, mixing processes are tested using actual raw materials under real-world conditions.
Before designing a mixing system for food ingredients, it is recommended to conduct trials at the amixon® Technical Center. During these trials, mixing processes are tested using actual raw materials under real-world conditions. Mixing quality, product integrity, discharge behavior, and cleanability are systematically evaluated and documented. This provides investment security—especially for high-quality or regulated ingredients.
At our technical center, mixing processes are tested using actual raw materials under real-world conditions.
FAQ: Mixers for food ingredients
Which mixer is suitable for producing food flavourings?
For microencapsulated flavourings (dry-liquid powders), a gentle vertical mixer such as the amixon® SH or AM mixer is recommended. For liquid additives or highly viscous flavour essences, additional high-shear elements can be integrated without changing the base mixer.
How can cross-contamination be prevented during product changeovers?
Key factors include a dead-space-free design, virtually complete product discharge (ComDisc® discharge system) and easily accessible cleaning ports (OmgaSeal® inspection door). amixon® mixers are designed for CIP and WIP cleaning.
How long does a typical mixing process take at Food Ingredients?
Using the SinConvex® mixing principle, a homogeneous mixture is usually achieved after 50 to 100 tool rotations – which corresponds to a mixing time of 2 to 5 minutes, depending on the formulation and batch size.
What is a dry-liquid-powder?
A dry-liquid-powder is a microencapsulated powder that encloses liquid flavourings within a solid shell. It flows like a normal powder, but releases the encapsulated flavourings in a controlled manner when used in food. The mixing process must not damage the capsules mechanically.
Which sectors does amixon® supply with mixers for food ingredients?
amixon® supplies manufacturers and contract manufacturers in the fields of flavourings, food stabilisers, emulsifiers, baking agents, seasoning mixes and nutraceuticals, as well as manufacturers of baby food and specialised foods.
Which mixer is suitable for producing food flavourings?
For microencapsulated flavourings (dry-liquid powders), a gentle vertical mixer such as the amixon® SH or AM mixer is recommended. For liquid additives or highly viscous flavour essences, additional high-shear elements can be integrated without changing the base mixer.
How can cross-contamination be prevented during product changeovers?
Key factors include a dead-space-free design, virtually complete product discharge (ComDisc® discharge system) and easily accessible cleaning ports (OmgaSeal® inspection door). amixon® mixers are designed for CIP and WIP cleaning.
How long does a typical mixing process take at Food Ingredients?
Using the SinConvex® mixing principle, a homogeneous mixture is usually achieved after 50 to 100 tool rotations – which corresponds to a mixing time of 2 to 5 minutes, depending on the formulation and batch size.
What is a dry-liquid-powder?
A dry-liquid-powder is a microencapsulated powder that encloses liquid flavourings within a solid shell. It flows like a normal powder, but releases the encapsulated flavourings in a controlled manner when used in food. The mixing process must not damage the capsules mechanically.
Which sectors does amixon® supply with mixers for food ingredients?
amixon® supplies manufacturers and contract manufacturers in the fields of flavourings, food stabilisers, emulsifiers, baking agents, seasoning mixes and nutraceuticals, as well as manufacturers of baby food and specialised foods.
Conclusion
Food ingredients determine the quality, stability and functionality of food – even though they themselves are rarely the focus of attention. The mixing technology used to produce them should be up to this task.
Learn more in our fact sheet!
Food ingredients determine the quality, stability and functionality of food – even though they themselves are rarely the focus of attention. The mixing technology used to produce them should be up to this task.
Learn more in our fact sheet!
© Copyright by amixon GmbH