
Jakość szlifu
Jakość szlifu opisuje jakość powierzchni elementów metalowych lub powlekanych w urządzeniach procesowych. Osiąga się ją poprzez mechaniczne procesy obróbki, takie jak szlifowanie lub polerowanie, i określa się za pomocą wskaźników chropowatości (na przykład Ra, Rz lub Rq). Jakość szlifu wpływa na tarcie, przyczepność, łatwość czyszczenia i zużycie powierzchni.
Ra = (1/L) ∫_0^L |z(x)| dx
- Ra to średnia arytmetyczna wartości bezwzględnych odchyleń profilu od linii środkowej na odcinku pomiarowym L.
Rq = sqrt( (1/L) ∫_0^L (z(x))^2 dx )
- Rq to pierwiastek kwadratowy ze średniej wartości kwadratowych odchyleń profilu (wartość RMS).
Rz = (1/5) Σ_(i=1)^5 Rz_i
- Uśredniona głębokość chropowatości Rz (klasyczna definicja 5-odcinkowa). W tym celu odcinek pomiarowy dzieli się na pięć równych odcinków pomiarowych. Na każdym odcinku wysokość profilu Rz_i określa się jako odległość między najwyższym wzniesieniem a najgłębszym zagłębieniem. Rz jest średnią arytmetyczną tych pięciu wartości.
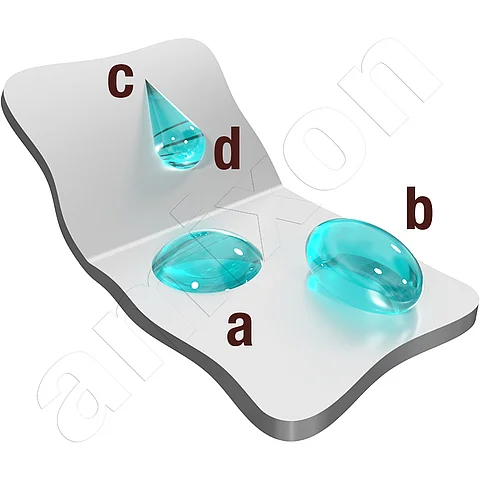
W inżynierii procesowej jakość szlifu powierzchni mających kontakt z produktem ma duże znaczenie i jest zazwyczaj podawana w Ra. Gładkie powierzchnie o niskiej chropowatości ograniczają przywieranie produktu, powstawanie martwych przestrzeni oraz ryzyko zanieczyszczeń krzyżowych. Ułatwiają one czyszczenie, poprawiają opróżnianie resztek i przyczyniają się do higienicznej konstrukcji urządzeń, co ma szczególne znaczenie w przemyśle spożywczym, farmaceutycznym i chemicznym.
W zależności od ścieralności proszków często zdarza się, że materiały sypkie same polerują powierzchnie urządzeń procesowych, przez co niektóre części powierzchni mających kontakt z produktem stają się częściowo gładkie jak lustro.