
amixon®は大型真空混合乾燥機システムの設計を支援します
amixon®の真空ミキサー乾燥機と合成リアクターは、ほとんどすべてのタイプのバルク材料と懸濁液に使用されます。比熱伝達面が大きいため、amixon® 装置は蒸発器としても使用されます。
コンパクトなamixon®真空乾燥機の特徴は以下のとおりです:
- 優れたエネルギー効率
- 非常に穏やかな製品移動
- 大きな比熱交換面
- 非常に速い乾燥速度
- 理想的な混合品質
- 特に衛生的なデザイン
- amixon®は生化学・製薬産業における無菌リアクターとしても使用されています。
amixon®はラボの結果を技術的な規模に移行する際にどのように役立ちますか?
新製品や新プロセスを開発する際には、技術的な実装の問題も並行して分析しなければならない。試験管から工業プラントにスケールアップするのは簡単なことではない。
パイロット・プラントは、研究者たちが試験管内で達成したのと同様の良好な結果をもたらすプロセス・パラメーターを定義するために使用される。
アミクソンはプロセス・エンジニアリング・システムのメーカーであり、自社でパイロットプラントを所有している。そこのシステムは完全に機能している。これらは、大規模な工業プラントの設計に使用できるような寸法になっている。
テクニカルセンターでは、実質的にすべてのバルク原料の混合・精製および真空乾燥プロセスを、amixon®で実演することができます。ミキシングチャンバー内の圧力は5mbarから26bar(絶対圧)まで変化させることができる。温度は氷点下から350℃まで変化させることができる。
これにより、お客様は、合成反応や真空乾燥工程が、お客様の製品にどの程度適しているか、また、どの程度早く効果を発揮するかをすぐに知ることができます。
新製品や新プロセスを開発する際には、技術的な実装の問題も並行して分析しなければならない。試験管から工業プラントにスケールアップするのは簡単なことではない。
パイロット・プラントは、研究者たちが試験管内で達成したのと同様の良好な結果をもたらすプロセス・パラメーターを定義するために使用される。
アミクソンはプロセス・エンジニアリング・システムのメーカーであり、自社でパイロットプラントを所有している。そこのシステムは完全に機能している。これらは、大規模な工業プラントの設計に使用できるような寸法になっている。
テクニカルセンターでは、実質的にすべてのバルク原料の混合・精製および真空乾燥プロセスを、amixon®で実演することができます。ミキシングチャンバー内の圧力は5mbarから26bar(絶対圧)まで変化させることができる。温度は氷点下から350℃まで変化させることができる。
これにより、お客様は、合成反応や真空乾燥工程が、お客様の製品にどの程度適しているか、また、どの程度早く効果を発揮するかをすぐに知ることができます。
パイロットプラントから大規模プラントにどのように外挿するのか?

設置する産業プラントが、テクニカルセンターのプロセスマシンの100倍の大きさである場合、困難が生じる。熱運動学的な問題については、幾何学的類似性解析は失敗する。熱力学計算の応用に関する実践的な専門知識は、ここで役立つ。
amixonは、テストプラントの何倍も大きな処理機への外挿に役立つ。私たちの計算方法の正確さは、amixon®によって何度も証明されています。すなわち、産業環境における大規模なシステムが、計算された性能を達成するか、それを上回るときはいつでも、である。
amixon®は、近隣や遠方のお客様にも喜んでトライアルに参加していただき、事前に非常に良い結果をお約束します。何十年にもわたる経験のおかげで、私たちはこのようなことができるのです。
amixon®テクニカルセンターでの乾燥テストは常に目標に向かい、高い知識を得ることができます。つまり、情報交換の秘密は常に守られる。
乾燥試験は古典的な混合試験とは異なる。処理時間はかなり長くなる。amixon®のテクニカルセンターでは、乾燥工程中に多くのデータが記録されます。これはほとんど自動化されている。
これによって、建設的な詳細を議論するのに十分な時間を残すことができる。詳細な工場見学は必ず行うべきである。この時間を利用して、後工程の混合試験を行う顧客もいる。また、凝集テストに時間を使う者もいる。
設置する産業プラントが、テクニカルセンターのプロセスマシンの100倍の大きさである場合、困難が生じる。熱運動学的な問題については、幾何学的類似性解析は失敗する。熱力学計算の応用に関する実践的な専門知識は、ここで役立つ。
amixonは、テストプラントの何倍も大きな処理機への外挿に役立つ。私たちの計算方法の正確さは、amixon®によって何度も証明されています。すなわち、産業環境における大規模なシステムが、計算された性能を達成するか、それを上回るときはいつでも、である。
amixon®は、近隣や遠方のお客様にも喜んでトライアルに参加していただき、事前に非常に良い結果をお約束します。何十年にもわたる経験のおかげで、私たちはこのようなことができるのです。
amixon®テクニカルセンターでの乾燥テストは常に目標に向かい、高い知識を得ることができます。つまり、情報交換の秘密は常に守られる。
乾燥試験は古典的な混合試験とは異なる。処理時間はかなり長くなる。amixon®のテクニカルセンターでは、乾燥工程中に多くのデータが記録されます。これはほとんど自動化されている。
これによって、建設的な詳細を議論するのに十分な時間を残すことができる。詳細な工場見学は必ず行うべきである。この時間を利用して、後工程の混合試験を行う顧客もいる。また、凝集テストに時間を使う者もいる。
竪型ミキサーにおける粉体の流量はどのように計算するのですか?
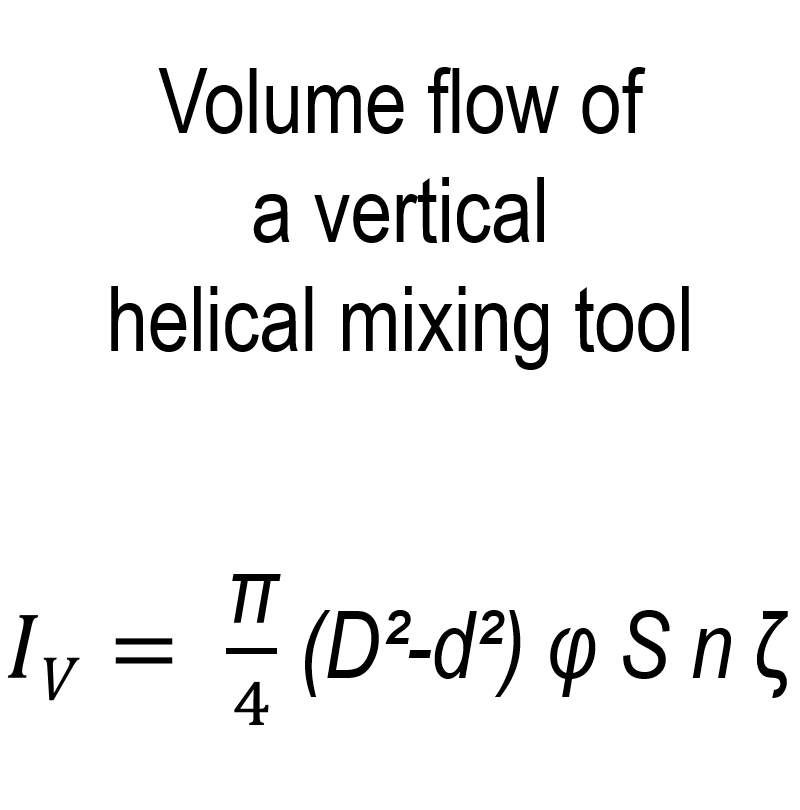
amixon®ミキサーは3次元的に混合し、実際には改善できない理想的な混合品質を生み出します。これは、ミキシング・スパイラルがデッドスペースなしにミックスを上方に搬送し、重力によってミックスが下方に流れることによって達成される。製品電流Ivはおおよそ次のように説明できる。
I_V = A · v_(ax) = (π/4) · (D^2 - d^2) · φ · S · n · ζ
- Iv: 垂直混合スクリューの搬送能力
- D/ d: スクリューの外径/内径
- φ: 充填率
- S: スクリューのピッチ
- n: 回転数
- ζ: 速度係数
この点で、アミクソン®ミキサーの比混合能力は、幾何学比が一致していれば、サイズに関係なく常に同じです。
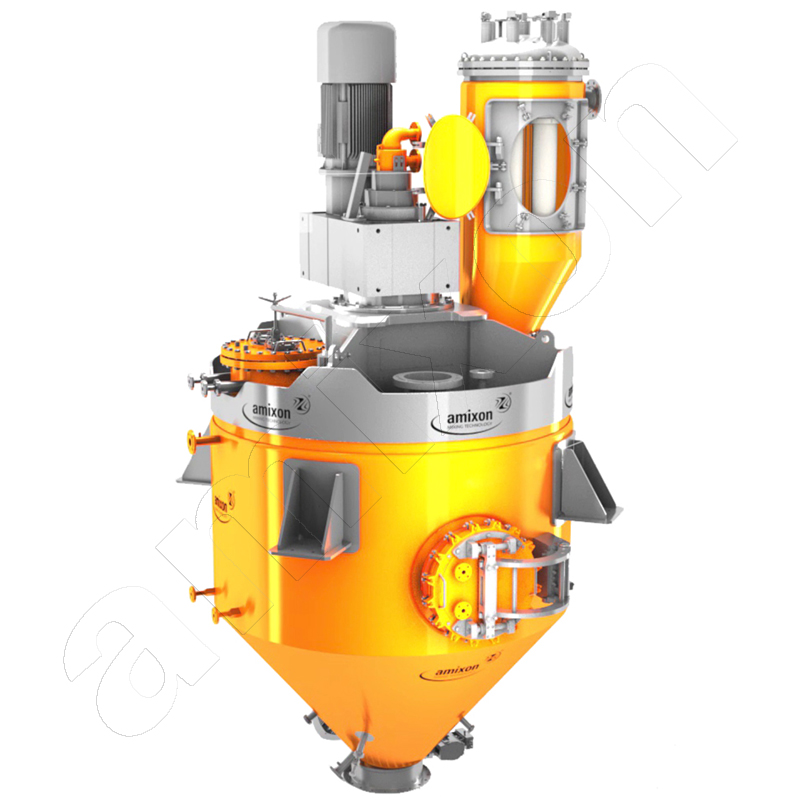
amixon®はパーダーボルンに様々な合成リアクター/真空ミキシングドライヤーを所有しています。円錐形のミキシングチャンバーを持つものもある。底が平らなものもある。

ウォームコンベアミキサー。
amixon®ミキサーは3次元的に混合し、実際には改善できない理想的な混合品質を生み出します。これは、ミキシング・スパイラルがデッドスペースなしにミックスを上方に搬送し、重力によってミックスが下方に流れることによって達成される。製品電流Ivはおおよそ次のように説明できる。
I_V = A · v_(ax) = (π/4) · (D^2 - d^2) · φ · S · n · ζ
- Iv: 垂直混合スクリューの搬送能力
- D/ d: スクリューの外径/内径
- φ: 充填率
- S: スクリューのピッチ
- n: 回転数
- ζ: 速度係数
この点で、アミクソン®ミキサーの比混合能力は、幾何学比が一致していれば、サイズに関係なく常に同じです。
amixon®はパーダーボルンに様々な合成リアクター/真空ミキシングドライヤーを所有しています。円錐形のミキシングチャンバーを持つものもある。底が平らなものもある。
ウォームコンベアミキサー。
高温・高圧で行われるプロセスに特別な特徴はありますか?

amixon®・テクニカル・センター
amixon®テクニカルセンターでは、過酷なプロセス条件下での試験も実施できます:
- プロセスチャンバー内のシステム圧力は最大25 barの過圧:熱伝導は、厚い容器壁の影響を受ける。一方、プロセスチャンバー内の温度は、システム圧力を変えることで極めて迅速に変化させることができる。プロセスチャンバー内のシステム圧力を上げると、例えば気固反応が促進される。例えば、拡散プロセス......
- 350℃まで加熱可能:従来のポリマーシールは、温度が恒常的に240℃を超えると故障する。その場合、金属シーリング・システムかグラファイト・ガスケットしか使用できない。
- 絶対圧1mbarの微真空:このような絶対圧力は、装置とすべての連絡接続ラインを極めてタイトにする必要がある。これは特に撹拌軸のシーリングに当てはまる。
amixon®・テクニカル・センター
amixon®テクニカルセンターでは、過酷なプロセス条件下での試験も実施できます:
- プロセスチャンバー内のシステム圧力は最大25 barの過圧:熱伝導は、厚い容器壁の影響を受ける。一方、プロセスチャンバー内の温度は、システム圧力を変えることで極めて迅速に変化させることができる。プロセスチャンバー内のシステム圧力を上げると、例えば気固反応が促進される。例えば、拡散プロセス......
- 350℃まで加熱可能:従来のポリマーシールは、温度が恒常的に240℃を超えると故障する。その場合、金属シーリング・システムかグラファイト・ガスケットしか使用できない。
- 絶対圧1mbarの微真空:このような絶対圧力は、装置とすべての連絡接続ラインを極めてタイトにする必要がある。これは特に撹拌軸のシーリングに当てはまる。
真空混合乾燥のプロセスはどのように可視化できるのか?
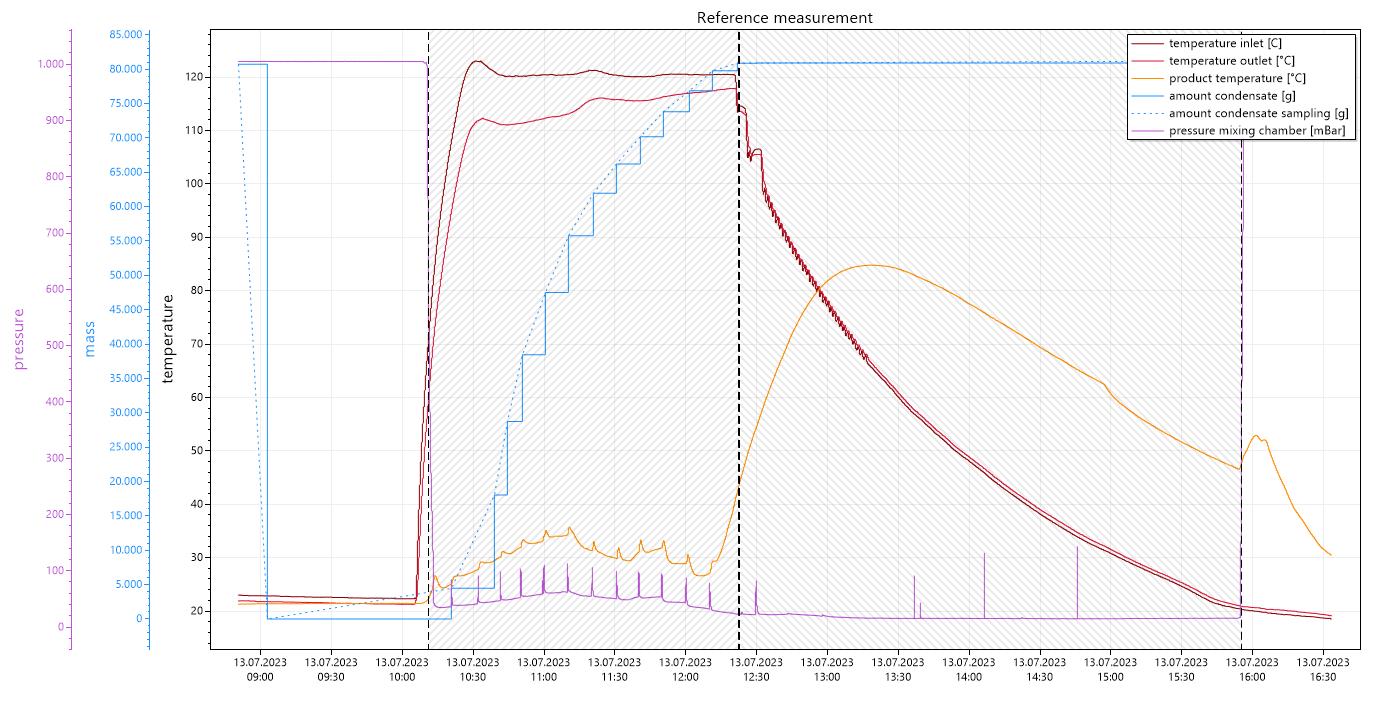
試験手順の乾燥工程は、このように図で表すことができる。横軸は時間。様々な物理量が縦軸にプロットされている:
- プロセスチャンバー内のシステム圧力、
- 乾燥した液体の質量、
- 乾燥させる塊の温度と
- フローとリターンの熱媒体の温度。
真空ミキサー乾燥機は通常、乾燥工程を開始する前に最大バッチ容量で満たされる。原則として、乾燥が進むにつれてミックスの体積は減少する。
まれに、ミックスが乾燥して軽くなるにもかかわらず、充填量が一定に保たれることがある。ごくまれに、乾燥中に体積が増えることもある。ミキサー/ドライヤーは過充填してはならないので、この容積の増加を考慮しなければならない。
試験手順の乾燥工程は、このように図で表すことができる。横軸は時間。様々な物理量が縦軸にプロットされている:
- プロセスチャンバー内のシステム圧力、
- 乾燥した液体の質量、
- 乾燥させる塊の温度と
- フローとリターンの熱媒体の温度。
真空ミキサー乾燥機は通常、乾燥工程を開始する前に最大バッチ容量で満たされる。原則として、乾燥が進むにつれてミックスの体積は減少する。
まれに、ミックスが乾燥して軽くなるにもかかわらず、充填量が一定に保たれることがある。ごくまれに、乾燥中に体積が増えることもある。ミキサー/ドライヤーは過充填してはならないので、この容積の増加を考慮しなければならない。
充填量が減少すると、伝熱面はどのように変化しますか?

20m³のアミクソン・リアクターを上から見る
真空乾燥機の熱伝達面積は、充填レベルによって変化する。この場合、混合室は円錐の上に円筒が載った構造となっている。以下の導出では、充填体積が混合乾燥機の円錐部分よりも小さい場合における熱伝達面積を計算する。
円錐部の充填体積:
V_FK= (1/3) · π · h_(FK)^3 · (1/(cos^2(α/2)) - 1)
まず、円錐部内の充填高さ hFK を計算する:
h_(FK) = ³√(3 · V_(FK)/(π · (1/(cos^2(α/2)) - 1)))
円錐部における熱伝達面積 AF は、混合物と接触している面積のみである。
A_F = A_(FK) = r_(FK) · √(h_(FK)^2 + r_(FK)^2) · π
乾燥プロセス中に混合乾燥機内の充填率が変化すると、温度制御された混合ツールの接触面積も変化します。この事実は、閉じた関数として記述することはできません。amixon®は、CADシステムを用いて、さまざまな充填率における混合ツールの熱交換面積を算出します。データは表形式で記録され、補間されます。
20m³のアミクソン・リアクターを上から見る
真空乾燥機の熱伝達面積は、充填レベルによって変化する。この場合、混合室は円錐の上に円筒が載った構造となっている。以下の導出では、充填体積が混合乾燥機の円錐部分よりも小さい場合における熱伝達面積を計算する。
円錐部の充填体積:
V_FK= (1/3) · π · h_(FK)^3 · (1/(cos^2(α/2)) - 1)
まず、円錐部内の充填高さ hFK を計算する:
h_(FK) = ³√(3 · V_(FK)/(π · (1/(cos^2(α/2)) - 1)))
円錐部における熱伝達面積 AF は、混合物と接触している面積のみである。
A_F = A_(FK) = r_(FK) · √(h_(FK)^2 + r_(FK)^2) · π
乾燥プロセス中に混合乾燥機内の充填率が変化すると、温度制御された混合ツールの接触面積も変化します。この事実は、閉じた関数として記述することはできません。amixon®は、CADシステムを用いて、さまざまな充填率における混合ツールの熱交換面積を算出します。データは表形式で記録され、補間されます。
真空混合乾燥機が試験プラントよりも大幅に大きい場合、熱需要はどの程度になるでしょうか?
以下では、パイロットプラントを表す「R」(リファレンス)と、実用プラントを表す「T」(ターゲット)という2つの指標を導入する。乾燥時間は、蒸発の開始から蒸発の終了までの時間である。以下の理想化された条件を仮定する:
- 試験装置内のプロセス条件は、実用装置内のプロセス条件と同一である。
- 蒸発は一定温度下で行われる。
- 蒸発は、システム圧力が一定な条件下で行われる。
- 熱伝達係数は、両方の装置で同じである。
- 加熱媒体と混合物の間の平均温度差は同じである。
蒸発速度は、基準測定における最大蒸発段階での蒸発質量Δmと、それに要した時間Δtから計算される:
ṁ_R = Δm/Δt
経験式から得られる飽和蒸気圧 p_S における蒸発エンタルピー h_V を用いて、基準装置での蒸発に必要な熱流束を決定することができる:
Q̇_R = ṁ_R · h_V (p_S)
これにより、対象装置の加熱接触面積 A を通る熱流束は次のように計算できる:
Q̇_T = (Q̇_R · A_T)/A_R
以下では、パイロットプラントを表す「R」(リファレンス)と、実用プラントを表す「T」(ターゲット)という2つの指標を導入する。乾燥時間は、蒸発の開始から蒸発の終了までの時間である。以下の理想化された条件を仮定する:
- 試験装置内のプロセス条件は、実用装置内のプロセス条件と同一である。
- 蒸発は一定温度下で行われる。
- 蒸発は、システム圧力が一定な条件下で行われる。
- 熱伝達係数は、両方の装置で同じである。
- 加熱媒体と混合物の間の平均温度差は同じである。
蒸発速度は、基準測定における最大蒸発段階での蒸発質量Δmと、それに要した時間Δtから計算される:
ṁ_R = Δm/Δt
経験式から得られる飽和蒸気圧 p_S における蒸発エンタルピー h_V を用いて、基準装置での蒸発に必要な熱流束を決定することができる:
Q̇_R = ṁ_R · h_V (p_S)
これにより、対象装置の加熱接触面積 A を通る熱流束は次のように計算できる:
Q̇_T = (Q̇_R · A_T)/A_R
大規模プラントでの乾燥プロセスにはどのくらいの時間がかかりますか?
乾燥時間全体を通じて蒸発した質量は、以下の通りです:
Δm_T = (f_(T2) - f_(T1)) · m_T
ここで、f_(T1) および f_(T2) は、乾燥段階の開始時および終了時の製品の含水率を表します。
蒸発率は、蒸発した質量Δmと、基準測定における最大蒸発段階でのそれに要した時間Δtから計算されます:
ṁ_R = Δm/Δt
経験式から得られる飽和蒸気圧 p_S における蒸発エンタルピー h_V を用いて、基準装置での蒸発に必要な熱流束を決定することができる:
Q̇_R = ṁ_R · h_V(p_S)
これにより、対象装置の加熱接触面積 A を通る熱流束は次のように計算できる:
Q̇_T = (Q̇_R · A_T)/A_R = Q_T = Δm_T · h_V(p_S)
これらの値を用いて、対象装置における乾燥時間を計算できる:
Δt_T = Q_T/Q̇_T
乾燥時間全体を通じて蒸発した質量は、以下の通りです:
Δm_T = (f_(T2) - f_(T1)) · m_T
ここで、f_(T1) および f_(T2) は、乾燥段階の開始時および終了時の製品の含水率を表します。
蒸発率は、蒸発した質量Δmと、基準測定における最大蒸発段階でのそれに要した時間Δtから計算されます:
ṁ_R = Δm/Δt
経験式から得られる飽和蒸気圧 p_S における蒸発エンタルピー h_V を用いて、基準装置での蒸発に必要な熱流束を決定することができる:
Q̇_R = ṁ_R · h_V(p_S)
これにより、対象装置の加熱接触面積 A を通る熱流束は次のように計算できる:
Q̇_T = (Q̇_R · A_T)/A_R = Q_T = Δm_T · h_V(p_S)
これらの値を用いて、対象装置における乾燥時間を計算できる:
Δt_T = Q_T/Q̇_T
大型乾燥機用の暖房設備は、どの程度の規模に設計すべきでしょうか?
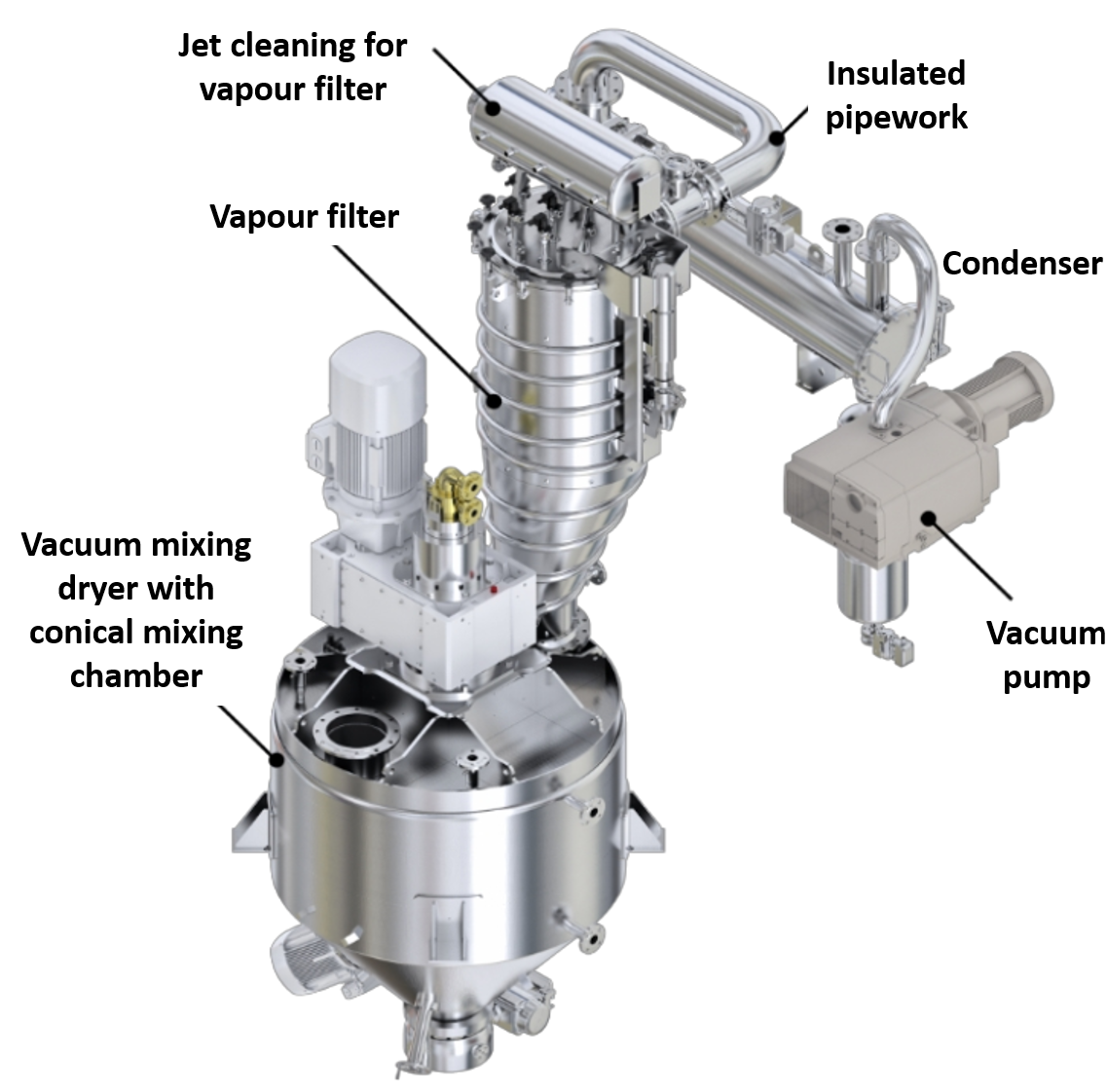
以下の図は、個々の消費箇所を示しています。各消費箇所には、算出された熱エネルギーが十分に供給されなければなりません。設計係数 S を用いて、暖房設備の熱流量を算出します。その基礎となるのは、蒸発に必要な熱流量 Qvap です。
設計係数Sを用いて、蒸発に必要な熱流束Q̇_(vap)に基づき、加熱システムの熱流束を計算します:
Q̇_(heat) = -Q̇_(vap) · S
これにより、熱媒体の質量流束が導き出されます:
ṁ_(heat) = (-Q̇_(vap) · S)/(c_p · (T_(2,heat) - T_(1,heat)))
熱媒体の質量流量 Qvap は、比熱容量 cp、熱媒体の入口温度 T1,heat、および熱媒体の出口温度 T2,heat から算出されます。熱媒体は、すべての消費者に十分に供給されるように配分されなければなりません。これは、プロセス空間のすべての領域が均一に加熱されなければならないことを意味します。結露は回避しなければなりません。湿潤物は、蒸気エネルギーが除去されるのと同じ程度に加熱されなければなりません。混合物の温度は、隣接する真空の蒸発温度に相当します。

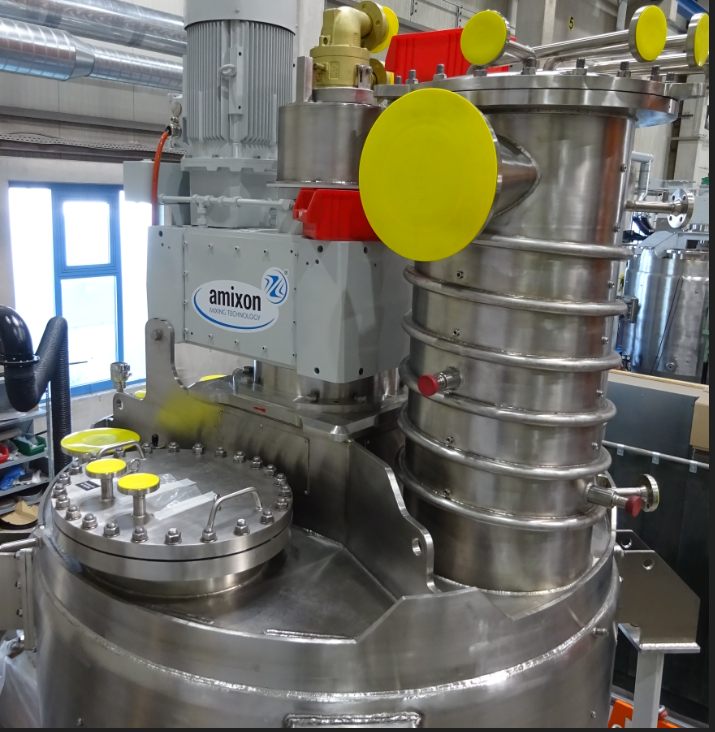
amixon®製の16m³真空混合乾燥機。
以下の図は、個々の消費箇所を示しています。各消費箇所には、算出された熱エネルギーが十分に供給されなければなりません。設計係数 S を用いて、暖房設備の熱流量を算出します。その基礎となるのは、蒸発に必要な熱流量 Qvap です。
設計係数Sを用いて、蒸発に必要な熱流束Q̇_(vap)に基づき、加熱システムの熱流束を計算します:
Q̇_(heat) = -Q̇_(vap) · S
これにより、熱媒体の質量流束が導き出されます:
ṁ_(heat) = (-Q̇_(vap) · S)/(c_p · (T_(2,heat) - T_(1,heat)))
熱媒体の質量流量 Qvap は、比熱容量 cp、熱媒体の入口温度 T1,heat、および熱媒体の出口温度 T2,heat から算出されます。熱媒体は、すべての消費者に十分に供給されるように配分されなければなりません。これは、プロセス空間のすべての領域が均一に加熱されなければならないことを意味します。結露は回避しなければなりません。湿潤物は、蒸気エネルギーが除去されるのと同じ程度に加熱されなければなりません。混合物の温度は、隣接する真空の蒸発温度に相当します。
amixon®製の16m³真空混合乾燥機。
大型乾燥機用の蒸気フィルターは、どの程度の容量が必要か?

医薬品デザインのベーパーフィルター。4つの金属フィルターカートリッジ。側面からの設置。
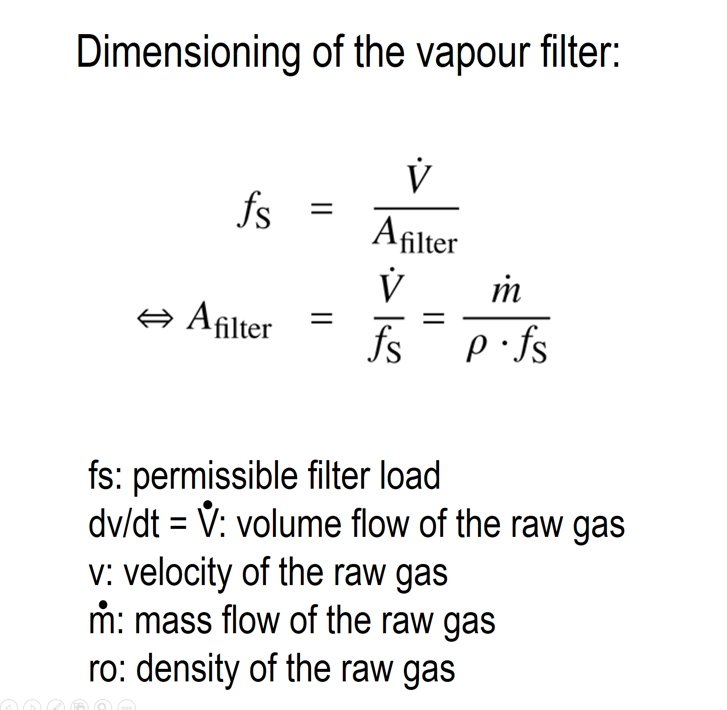
A_(filter) = V̇/f_S = ṁ/(ρ · f_S)
- 許容フィルター負荷 fs に基づく必要フィルター面積の推定
- 蒸気流量 dV/dt、質量流量 dm/dt、および密度 ρ を用いて。
- 粉塵を含む原ガスの速度 v は
- フィルター面積負荷 fs は [m³/h/m²] の単位で定義される。
蒸気の速度は、入口および出口配管において次のように計算される:
V̇ = A_(pipe) · v = (d^2/4) · π · v ; v = (4 · V̇)/(d^2 · π)
医薬品デザインのベーパーフィルター。4つの金属フィルターカートリッジ。側面からの設置。
A_(filter) = V̇/f_S = ṁ/(ρ · f_S)
- 許容フィルター負荷 fs に基づく必要フィルター面積の推定
- 蒸気流量 dV/dt、質量流量 dm/dt、および密度 ρ を用いて。
- 粉塵を含む原ガスの速度 v は
- フィルター面積負荷 fs は [m³/h/m²] の単位で定義される。
蒸気の速度は、入口および出口配管において次のように計算される:
V̇ = A_(pipe) · v = (d^2/4) · π · v ; v = (4 · V̇)/(d^2 · π)
大型乾燥機用の凝縮器は、どの程度の容量が必要か?
Q̇_(cond) = Q̇_(vap)
- 蒸発した水蒸気は、蒸気フィルターで浄化され、凝縮器内で液化される。
- この際、熱流束「Q̇kond」を放散する必要がある。これには、冷却された凝縮面「Akond」が用いられる。
- 熱伝達係数および平均温度差を考慮して、冷却媒体の質量流量「ṁcool」を計算します:
- 「K」値を決定する際には、凝縮器の構造および予想されるファウリング係数を考慮する必要があります。
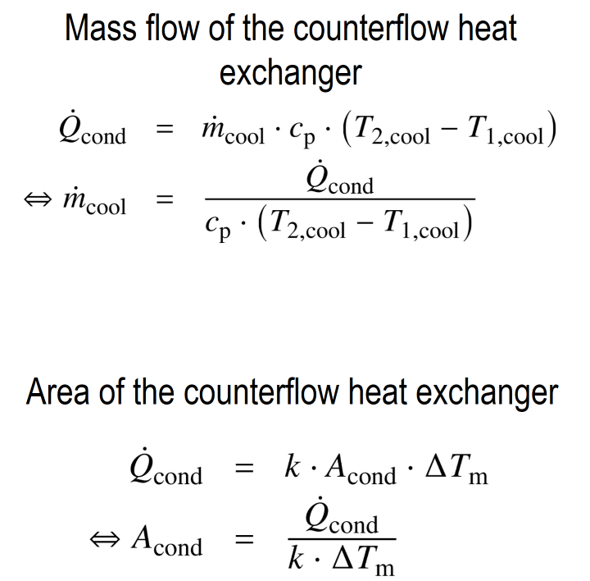
向流式熱交換器における熱伝達の凝縮器面積については、以下の式が成り立つ:
Q̇_(cond) = k · A_(cond) · ΔT_m
A_(cond) = Q̇_(cond)/(k · ΔT_m)
冷却流体の質量流量は次のように求められる:
Q̇_(cond) = ṁ_(cool) · c_p · (T_(2,cool) - T_(1,cool))
ṁ_(cool) = Q̇_(cond)/(c_p · (T_(2,cool) - T_(1,cool)))

模範的だ:チューブバンドルコンデンサー K. Ley GmbH & Co.
Q̇_(cond) = Q̇_(vap)
- 蒸発した水蒸気は、蒸気フィルターで浄化され、凝縮器内で液化される。
- この際、熱流束「Q̇kond」を放散する必要がある。これには、冷却された凝縮面「Akond」が用いられる。
- 熱伝達係数および平均温度差を考慮して、冷却媒体の質量流量「ṁcool」を計算します:
- 「K」値を決定する際には、凝縮器の構造および予想されるファウリング係数を考慮する必要があります。
向流式熱交換器における熱伝達の凝縮器面積については、以下の式が成り立つ:
Q̇_(cond) = k · A_(cond) · ΔT_m
A_(cond) = Q̇_(cond)/(k · ΔT_m)
冷却流体の質量流量は次のように求められる:
Q̇_(cond) = ṁ_(cool) · c_p · (T_(2,cool) - T_(1,cool))
ṁ_(cool) = Q̇_(cond)/(c_p · (T_(2,cool) - T_(1,cool)))
模範的だ:チューブバンドルコンデンサー K. Ley GmbH & Co.
直線は凝縮水の質量流量を理想化する
直線上の凝縮水質量流量を平均化する意図は何か? この概算により、連続運転の並流熱交換器との比較が可能となる。 プロセスパラメータの変化による影響は、非常に正確な近似値で計算できる。

これは製品加熱後の最初の乾燥段階に相当する。
直線上の凝縮水質量流量を平均化する意図は何か? この概算により、連続運転の並流熱交換器との比較が可能となる。 プロセスパラメータの変化による影響は、非常に正確な近似値で計算できる。
これは製品加熱後の最初の乾燥段階に相当する。
熱媒体の温度を変更した場合、大規模プラントでの乾燥プロセスにはどのくらいの時間がかかるでしょうか?
蒸発時の熱伝達は、並流熱交換器の場合と類似しています。これにより、熱伝達の平均温度差は次のように求められます:
ΔT_m = ((T_(2,heat) - T_(vap)) - (T_(1,heat) - T_(vap)))/ln((T_(2,heat) - T_(vap))/(T_(1,heat) - T_(vap)))
計画中の大型乾燥プラントは、より高温またはより低温の熱媒体を使用して運転することができます。その場合、乾燥時間は変化する。これらの考察は、「並列流熱交換器」の運転に類推して行われる。「T2,heat」の値は数値的に反復計算するしかない。これにより、興味深い曲線を近似することができる。この曲線により、熱媒体の温度が異なる場合の乾燥時間を推定することが可能となる。
これにより、変化した乾燥時間は次のように計算されます:
Q̇_(vap) = Q_(vap)/Δt_(dry)
Δt_(dry) = Q_(vap)/Q̇_(vap)
蒸発時の熱伝達は、並流熱交換器の場合と類似しています。これにより、熱伝達の平均温度差は次のように求められます:
ΔT_m = ((T_(2,heat) - T_(vap)) - (T_(1,heat) - T_(vap)))/ln((T_(2,heat) - T_(vap))/(T_(1,heat) - T_(vap)))
計画中の大型乾燥プラントは、より高温またはより低温の熱媒体を使用して運転することができます。その場合、乾燥時間は変化する。これらの考察は、「並列流熱交換器」の運転に類推して行われる。「T2,heat」の値は数値的に反復計算するしかない。これにより、興味深い曲線を近似することができる。この曲線により、熱媒体の温度が異なる場合の乾燥時間を推定することが可能となる。
これにより、変化した乾燥時間は次のように計算されます:
Q̇_(vap) = Q_(vap)/Δt_(dry)
Δt_(dry) = Q_(vap)/Q̇_(vap)
なぜ、乾燥粉末を冷却するのに、湿った粉末を加熱するよりも時間がかかるのでしょうか?
冷却時間「Δ tT」を推定する際、試験プラントと大規模乾燥機では同じ条件が成立していると仮定します。これは、熱伝達係数だけでなく、熱媒体と製品温度の間の平均温度差についても同様です。大規模プラント内の製品は、試験プラントで検証されたのと同じ最終温度まで冷却されることになっています。
目標装置における乾燥時間の計算と同様に、冷却時の熱伝達については以下の式が適用されます:
k · ΔT_m = Q̇_R/A_R = Q̇_T/A_T
これにより、参照装置および目標装置における製品質量 m_R および m_T、接触面積 A_R および A_T、ならびに参照装置の冷却時間 Δt_R を用いて、冷却時間を計算することができる:
Q̇_R/A_R = Q̇_T/A_T
(m_R · c_p · ΔT_R)/(A_R · Δt_R) = (m_T · c_p · ΔT_T)/(A_T · Δt_T)
Δt_T = (m_T · A_R · Δt_R)/(A_T · m_R)
冷却時間「Δ tT」を推定する際、試験プラントと大規模乾燥機では同じ条件が成立していると仮定します。これは、熱伝達係数だけでなく、熱媒体と製品温度の間の平均温度差についても同様です。大規模プラント内の製品は、試験プラントで検証されたのと同じ最終温度まで冷却されることになっています。
目標装置における乾燥時間の計算と同様に、冷却時の熱伝達については以下の式が適用されます:
k · ΔT_m = Q̇_R/A_R = Q̇_T/A_T
これにより、参照装置および目標装置における製品質量 m_R および m_T、接触面積 A_R および A_T、ならびに参照装置の冷却時間 Δt_R を用いて、冷却時間を計算することができる:
Q̇_R/A_R = Q̇_T/A_T
(m_R · c_p · ΔT_R)/(A_R · Δt_R) = (m_T · c_p · ΔT_T)/(A_T · Δt_T)
Δt_T = (m_T · A_R · Δt_R)/(A_T · m_R)
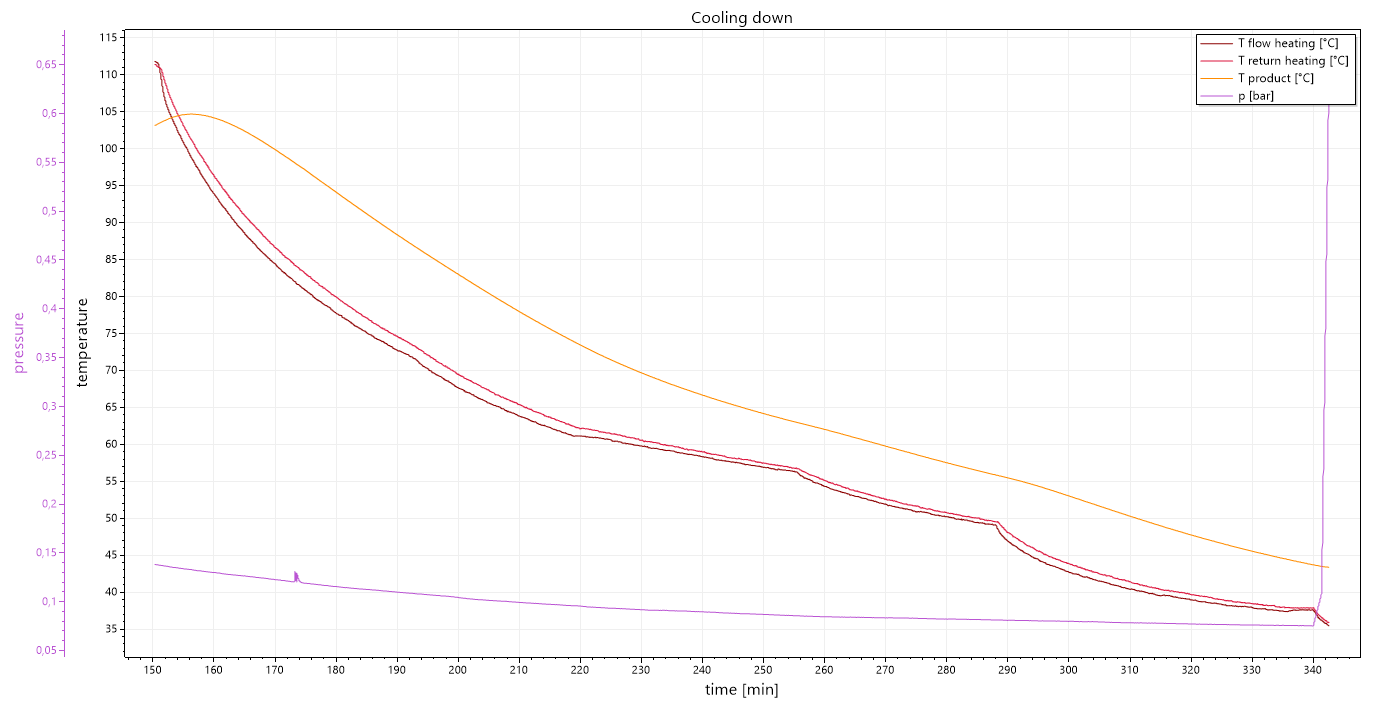
この図の混合物の冷却について、注目すべき点は?
典型的な冷却曲線を下図に示します。乾燥粉末の冷却には、湿潤粉末の加熱よりも長い時間がかかります。これには2つの理由があります。
- 液体は、ほとんどの固体よりもはるかに熱伝導率が高い。
- 湿った粒子の周囲に液体の膜ができると、熱伝導壁を湿らせることができます。これにより熱伝導が促進されます。これに対し、乾燥した粒子は表面の数箇所でしか接触しません。
この場合、乾燥機は非常に大きな温度差で加熱されます。熱媒体油は当初約120℃の高温です。この場合、熱媒体油貯蔵タンク全体をまずシステムフローで冷却する必要があります。その結果、乾燥粉末の冷却には顕著なヒステリシスが生じます。
熱伝達媒体として水を使用すれば、冷却プロセスは加速されます。
典型的な冷却曲線を下図に示します。乾燥粉末の冷却には、湿潤粉末の加熱よりも長い時間がかかります。これには2つの理由があります。
- 液体は、ほとんどの固体よりもはるかに熱伝導率が高い。
- 湿った粒子の周囲に液体の膜ができると、熱伝導壁を湿らせることができます。これにより熱伝導が促進されます。これに対し、乾燥した粒子は表面の数箇所でしか接触しません。
この場合、乾燥機は非常に大きな温度差で加熱されます。熱媒体油は当初約120℃の高温です。この場合、熱媒体油貯蔵タンク全体をまずシステムフローで冷却する必要があります。その結果、乾燥粉末の冷却には顕著なヒステリシスが生じます。
熱伝達媒体として水を使用すれば、冷却プロセスは加速されます。
他に質問はありますか?いつでもご連絡ください。
© Copyright by amixon GmbH