
amixon® aide à dimensionner les grandes installations de séchage sous vide mixte
Les mélangeurs-sécheurs sous vide et les réacteurs de synthèse amixon® sont utilisés pour presque tous les types de produits en vrac et de suspensions. En raison des grandes surfaces spécifiques de transfert de chaleur, les appareils amixon® sont également utilisés comme évaporateurs.
Les sécheurs sous vide compacts amixon® se distinguent par les caractéristiques suivantes :
- excellente efficacité énergétique
- mouvement très doux du produit
- grande surface spécifique d'échange de chaleur
- vitesse de séchage très élevée
- qualité de mélange idéale
- design particulièrement hygiénique
- Les appareils amixon® sont également utilisés comme réacteurs stériles en biochimie et en pharmacie.
Comment amixon® peut-il aider à transférer les résultats de laboratoire à l'échelle technique ?
Lorsque de nouveaux produits ou procédés sont développés, les questions de mise en œuvre technique doivent être étudiées en parallèle. Le passage de l'échelle de l'éprouvette à celle de l'installation industrielle n'est pas trivial.
Le centre technique sert à définir des paramètres de processus qui permettent d'obtenir des résultats aussi bons que ceux que les chercheurs ont obtenus auparavant dans l'éprouvette.
amixon® est un fabricant d'installations techniques de procédés et dispose de ses propres Technika. Les installations y sont montées de manière fonctionnelle. Ils sont dimensionnés de manière à permettre la conception d'installations industrielles à grande échelle.
Dans le centre technique, amixon® permet de faire la démonstration de pratiquement tous les procédés de mélange/affinage de produits en vrac et de séchage sous vide. La pression dans la chambre de mélange peut varier de 5 mbar à 26 bar (pression absolue). La température peut varier de moins à 350°C.
Le client peut ainsi découvrir rapidement à quel point une réaction de synthèse ou un procédé de séchage sous vide fonctionne bien et rapidement avec son produit.
Lorsque de nouveaux produits ou procédés sont développés, les questions de mise en œuvre technique doivent être étudiées en parallèle. Le passage de l'échelle de l'éprouvette à celle de l'installation industrielle n'est pas trivial.
Le centre technique sert à définir des paramètres de processus qui permettent d'obtenir des résultats aussi bons que ceux que les chercheurs ont obtenus auparavant dans l'éprouvette.
amixon® est un fabricant d'installations techniques de procédés et dispose de ses propres Technika. Les installations y sont montées de manière fonctionnelle. Ils sont dimensionnés de manière à permettre la conception d'installations industrielles à grande échelle.
Dans le centre technique, amixon® permet de faire la démonstration de pratiquement tous les procédés de mélange/affinage de produits en vrac et de séchage sous vide. La pression dans la chambre de mélange peut varier de 5 mbar à 26 bar (pression absolue). La température peut varier de moins à 350°C.
Le client peut ainsi découvrir rapidement à quel point une réaction de synthèse ou un procédé de séchage sous vide fonctionne bien et rapidement avec son produit.
Comment extrapoler d'une installation pilote à une grande installation ?

Des difficultés apparaissent lorsque l'installation industrielle à mettre en place est 100 fois plus grande que la machine de processus dans le centre technique. Pour les questions thermocinétiques, les considérations de similitude géométrique échouent. C'est là que le savoir-faire pratique aide à appliquer les calculs thermodynamiques.
amixon® aide à l'extrapolation sur des machines de process plusieurs fois plus grandes que l'installation expérimentale. Jusqu'à présent, amixon® a pu démontrer à maintes reprises la justesse de nos méthodes de calcul. À savoir, chaque fois que la grande installation dans l'environnement industriel fournit ou dépasse les performances calculées.
amixon® invite volontiers ses clients de près ou de loin à faire des essais et leur promet déjà de très bons résultats. Nous pouvons le faire grâce à des décennies d'expérience.
Les essais de séchage réalisés dans le centre technique d'amixon® sont toujours utiles et permettent d'acquérir un grand nombre de connaissances. amixon® protège les informations partagées avec vous contre les tiers. Ainsi, l'échange d'informations reste toujours confidentiel.
Les essais de séchage diffèrent des essais de mélange classiques. Le temps de traitement est beaucoup plus long. De nombreuses données sont enregistrées pendant le processus de séchage dans le centre technique amixon®. Cette opération est en grande partie automatisée.
Cela laisse suffisamment de temps pour discuter de détails constructifs. Il devrait toujours y avoir une visite détaillée de l'usine. Certains clients en profitent pour faire des essais de mélange pour le processus suivant. D'autres en profitent pour faire des essais d'agglomération.
Des difficultés apparaissent lorsque l'installation industrielle à mettre en place est 100 fois plus grande que la machine de processus dans le centre technique. Pour les questions thermocinétiques, les considérations de similitude géométrique échouent. C'est là que le savoir-faire pratique aide à appliquer les calculs thermodynamiques.
amixon® aide à l'extrapolation sur des machines de process plusieurs fois plus grandes que l'installation expérimentale. Jusqu'à présent, amixon® a pu démontrer à maintes reprises la justesse de nos méthodes de calcul. À savoir, chaque fois que la grande installation dans l'environnement industriel fournit ou dépasse les performances calculées.
amixon® invite volontiers ses clients de près ou de loin à faire des essais et leur promet déjà de très bons résultats. Nous pouvons le faire grâce à des décennies d'expérience.
Les essais de séchage réalisés dans le centre technique d'amixon® sont toujours utiles et permettent d'acquérir un grand nombre de connaissances. amixon® protège les informations partagées avec vous contre les tiers. Ainsi, l'échange d'informations reste toujours confidentiel.
Les essais de séchage diffèrent des essais de mélange classiques. Le temps de traitement est beaucoup plus long. De nombreuses données sont enregistrées pendant le processus de séchage dans le centre technique amixon®. Cette opération est en grande partie automatisée.
Cela laisse suffisamment de temps pour discuter de détails constructifs. Il devrait toujours y avoir une visite détaillée de l'usine. Certains clients en profitent pour faire des essais de mélange pour le processus suivant. D'autres en profitent pour faire des essais d'agglomération.
Comment calculer l'écoulement des poudres dans un mélangeur vertical de type amixon® ?
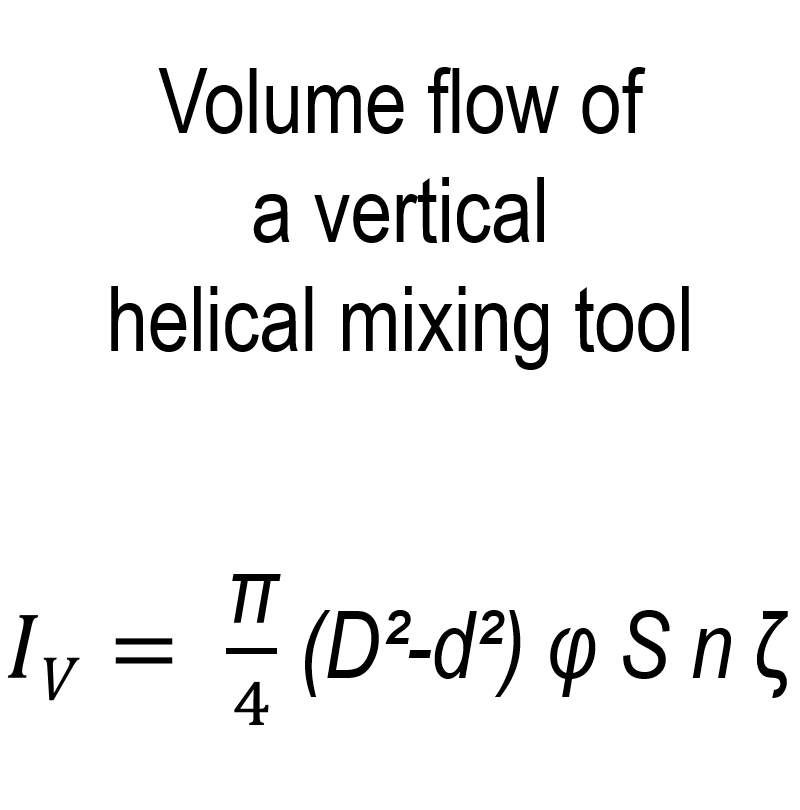
Les mélangeurs amixon® mélangent en trois dimensions et produisent des qualités de mélange idéales qui ne peuvent pas être améliorées dans la pratique. Pour ce faire, l'hélice de malaxage transporte l'enrobé vers le haut sans espace mort et la force de gravité permet à l'enrobé de s'écouler vers le bas. Le courant produit Iv peut être décrit approximativement comme suit.
I_V = A · v_(ax) = (π/4) · (D^2 - d^2) · φ · S · n · ζ
- Iv : Débit d'une hélice mélangeuse verticale
- D/ d : Diamètre extérieur/intérieur de l'hélice
- φ : Degré de remplissage
- S : Pas de l'hélice
- n : Fréquence de rotation
- ζ : Coefficient de vitesse
Dans cette mesure, la puissance de mélange spécifique des malaxeurs amixon® est toujours la même, quelle que soit la taille, dans la mesure où les conditions géométriques sont congruentes.
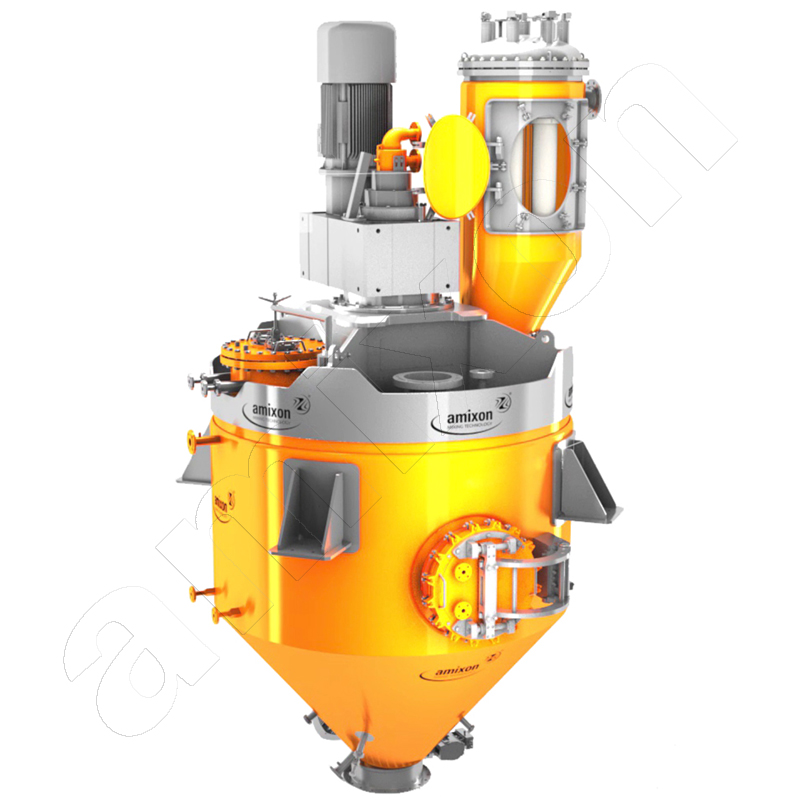
amixon® dispose à Paderborn de différents réacteurs de synthèse/sécheurs-mélangeurs sous vide. Certains ont une chambre de mélange conique. Certaines ont un fond plat.

Mélangeur à bande hélicoïdale.
Les mélangeurs amixon® mélangent en trois dimensions et produisent des qualités de mélange idéales qui ne peuvent pas être améliorées dans la pratique. Pour ce faire, l'hélice de malaxage transporte l'enrobé vers le haut sans espace mort et la force de gravité permet à l'enrobé de s'écouler vers le bas. Le courant produit Iv peut être décrit approximativement comme suit.
I_V = A · v_(ax) = (π/4) · (D^2 - d^2) · φ · S · n · ζ
- Iv : Débit d'une hélice mélangeuse verticale
- D/ d : Diamètre extérieur/intérieur de l'hélice
- φ : Degré de remplissage
- S : Pas de l'hélice
- n : Fréquence de rotation
- ζ : Coefficient de vitesse
Dans cette mesure, la puissance de mélange spécifique des malaxeurs amixon® est toujours la même, quelle que soit la taille, dans la mesure où les conditions géométriques sont congruentes.
amixon® dispose à Paderborn de différents réacteurs de synthèse/sécheurs-mélangeurs sous vide. Certains ont une chambre de mélange conique. Certaines ont un fond plat.
Mélangeur à bande hélicoïdale.
Y a-t-il des particularités pour les processus qui se déroulent à des températures et des pressions élevées ?

Centre technique amixon®.
Le centre technique amixon® permet également de réaliser des essais dans des conditions de processus extrêmes :
- Pression du système dans la chambre de traitement jusqu'à 25 bar de surpression : Le transfert de chaleur est influencé par les parois plus épaisses du récipient. D'autre part, les températures dans l'espace de traitement peuvent être modifiées extrêmement rapidement en changeant la pression du système. Si la pression du système est augmentée dans la chambre de traitement, les réactions gaz-solide, par exemple, peuvent être favorisées. Par exemple aussi les processus de diffusion ....
- Chauffage jusqu'à 350°C : Les joints traditionnels en polymères échouent lorsque les températures dépassent 240 °C en permanence. Seuls des systèmes à étanchéité métallique ou des joints en graphite peuvent alors être utilisés.
- vide fin de 1 mbar absolu : Une telle pression absolue exige une étanchéité exceptionnelle de l'appareillage et de tous les tuyaux de raccordement qui communiquent. Cela vaut en particulier pour l'étanchéité de l'arbre du mélangeur.
Centre technique amixon®.
Le centre technique amixon® permet également de réaliser des essais dans des conditions de processus extrêmes :
- Pression du système dans la chambre de traitement jusqu'à 25 bar de surpression : Le transfert de chaleur est influencé par les parois plus épaisses du récipient. D'autre part, les températures dans l'espace de traitement peuvent être modifiées extrêmement rapidement en changeant la pression du système. Si la pression du système est augmentée dans la chambre de traitement, les réactions gaz-solide, par exemple, peuvent être favorisées. Par exemple aussi les processus de diffusion ....
- Chauffage jusqu'à 350°C : Les joints traditionnels en polymères échouent lorsque les températures dépassent 240 °C en permanence. Seuls des systèmes à étanchéité métallique ou des joints en graphite peuvent alors être utilisés.
- vide fin de 1 mbar absolu : Une telle pression absolue exige une étanchéité exceptionnelle de l'appareillage et de tous les tuyaux de raccordement qui communiquent. Cela vaut en particulier pour l'étanchéité de l'arbre du mélangeur.
Comment illustrer clairement le déroulement d'un séchage mixte sous vide ?
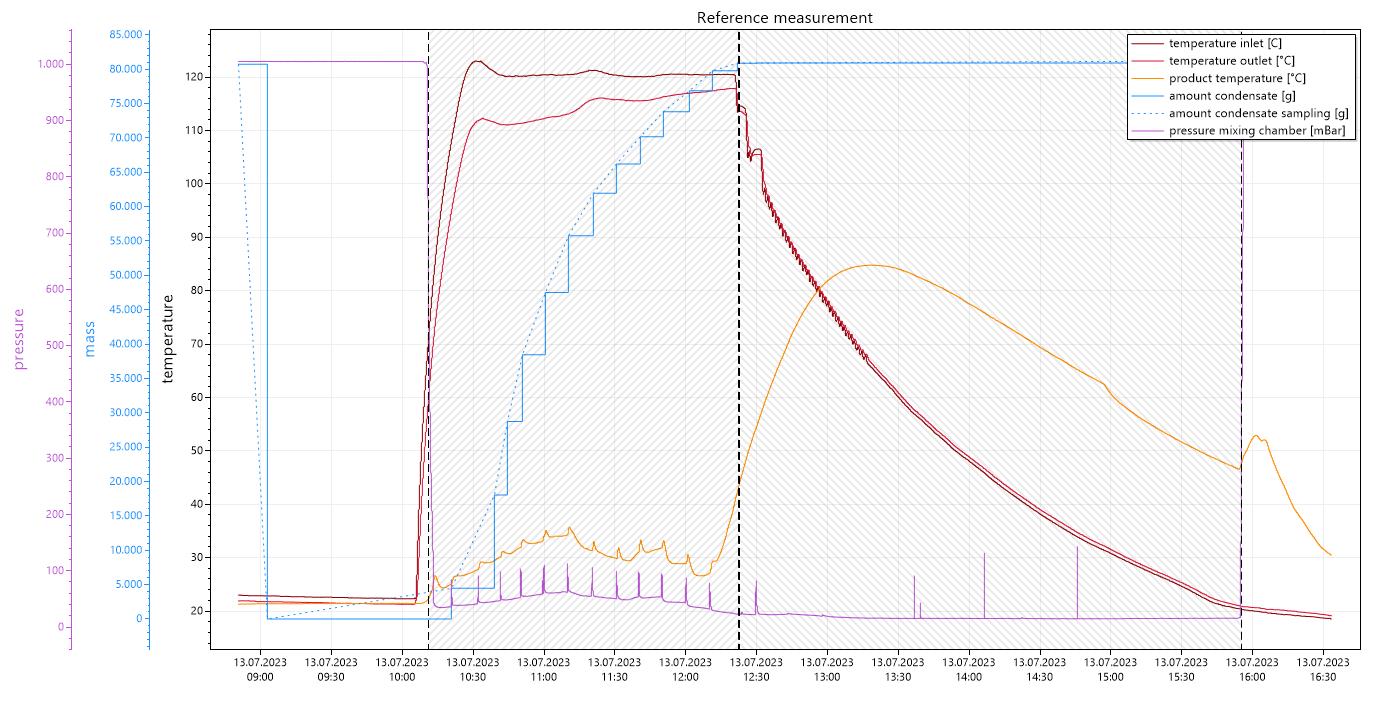
Le déroulement du séchage d'une expérience peut être représenté sous forme de diagramme, comme indiqué ici. L'heure est inscrite en abscisse. Différentes grandeurs physiques sont portées sur l'axe des ordonnées :
- La pression du système dans l'espace de traitement,
- la masse du liquide déshydraté,
- la température de la masse à sécher et
- les températures du fluide caloporteur dans les circuits aller et retour.
Le mélangeur-sécheur sous vide est généralement rempli avec le volume maximal de la charge avant le début du processus de séchage. En règle générale, le volume du mélange diminue au fur et à mesure que le séchage progresse.
Dans de rares cas, le volume de remplissage reste constant, bien que l'enrobé soit plus sec et plus léger. Dans de très rares cas exceptionnels, il peut même y avoir une augmentation de volume pendant le séchage. Cette augmentation de volume doit être prise en compte, car les mélangeurs/sécheurs ne doivent pas être exploités à l'excès.
Le déroulement du séchage d'une expérience peut être représenté sous forme de diagramme, comme indiqué ici. L'heure est inscrite en abscisse. Différentes grandeurs physiques sont portées sur l'axe des ordonnées :
- La pression du système dans l'espace de traitement,
- la masse du liquide déshydraté,
- la température de la masse à sécher et
- les températures du fluide caloporteur dans les circuits aller et retour.
Le mélangeur-sécheur sous vide est généralement rempli avec le volume maximal de la charge avant le début du processus de séchage. En règle générale, le volume du mélange diminue au fur et à mesure que le séchage progresse.
Dans de rares cas, le volume de remplissage reste constant, bien que l'enrobé soit plus sec et plus léger. Dans de très rares cas exceptionnels, il peut même y avoir une augmentation de volume pendant le séchage. Cette augmentation de volume doit être prise en compte, car les mélangeurs/sécheurs ne doivent pas être exploités à l'excès.
Comment la surface de transfert de chaleur varie-t-elle lorsque le taux de remplissage diminue ?

Vue d'en haut d'un réacteur amixon® de 20 m³.
La surface de transfert thermique du séchoir sous vide varie en fonction du niveau de remplissage. Dans ce cas, la chambre de mélange est constituée d'un cône surmonté d'un cylindre. Dans le raisonnement qui suit, la surface de transfert thermique est calculée dans le cas où le volume de remplissage est inférieur à la partie conique du séchoir-mélangeur.
Volume de remplissage du cône :
V_FK= (1/3) · π · h_(FK)^3 · (1/(cos^2(α/2)) - 1)
On calcule d'abord la hauteur de remplissage hFK dans le cône :
h_(FK) = ³√(3 · V_(FK)/(π · (1/(cos^2(α/2)) - 1)))
La surface de transfert thermique dans le cône AF correspond uniquement à la surface en contact avec le mélange.
A_F = A_(FK) = r_(FK) · √(h_(FK)^2 + r_(FK)^2) · π
Si le taux de remplissage dans le séchoir-mélangeur varie au cours du processus de séchage, la surface de contact de l'outil de mélange tempéré varie également. Ce phénomène ne peut pas être décrit par une fonction fermée. amixon® calcule la surface d'échange thermique de l'outil de mélange dans le système de CAO pour différents taux de remplissage. Les données sont saisies sous forme de tableau et interpolées.
Vue d'en haut d'un réacteur amixon® de 20 m³.
La surface de transfert thermique du séchoir sous vide varie en fonction du niveau de remplissage. Dans ce cas, la chambre de mélange est constituée d'un cône surmonté d'un cylindre. Dans le raisonnement qui suit, la surface de transfert thermique est calculée dans le cas où le volume de remplissage est inférieur à la partie conique du séchoir-mélangeur.
Volume de remplissage du cône :
V_FK= (1/3) · π · h_(FK)^3 · (1/(cos^2(α/2)) - 1)
On calcule d'abord la hauteur de remplissage hFK dans le cône :
h_(FK) = ³√(3 · V_(FK)/(π · (1/(cos^2(α/2)) - 1)))
La surface de transfert thermique dans le cône AF correspond uniquement à la surface en contact avec le mélange.
A_F = A_(FK) = r_(FK) · √(h_(FK)^2 + r_(FK)^2) · π
Si le taux de remplissage dans le séchoir-mélangeur varie au cours du processus de séchage, la surface de contact de l'outil de mélange tempéré varie également. Ce phénomène ne peut pas être décrit par une fonction fermée. amixon® calcule la surface d'échange thermique de l'outil de mélange dans le système de CAO pour différents taux de remplissage. Les données sont saisies sous forme de tableau et interpolées.
Quel est le besoin en chaleur lorsque le séchoir-mélangeur sous vide est nettement plus grand que l'installation pilote ?
Deux indices sont introduits ci-après : « R » (référence) pour l'installation pilote et « T » (cible) pour l'installation industrielle. Le temps de séchage correspond à la durée comprise entre le début et la fin de l'évaporation. Les conditions idéalisées suivantes sont retenues :
- Les conditions de processus dans l'appareil d'essai sont identiques à celles de l'installation industrielle.
- L'évaporation s'effectue à température constante.
- L'évaporation s'effectue à pression constante dans le système.
- Le coefficient de transfert thermique est identique dans les deux appareils.
- La différence de température moyenne entre le fluide caloporteur et le mélange est identique.
Le taux d'évaporation est calculé à partir de la masse évaporée Δm et du temps Δt nécessaire à cette évaporation pendant la phase d'évaporation maximale dans la mesure de référence :
ṁ_R = Δm/Δt
À l'aide de l'enthalpie d'évaporation h_V à la pression de vapeur saturante p_S issue de l'équation empirique, on peut déterminer le flux thermique nécessaire à l'évaporation dans l'appareil de référence :
Q̇_R = ṁ_R · h_V (p_S)
Le flux thermique traversant la surface de contact chauffée A de l'appareil cible peut ainsi être calculé comme suit :
Q̇_T = (Q̇_R · A_T)/A_R
Deux indices sont introduits ci-après : « R » (référence) pour l'installation pilote et « T » (cible) pour l'installation industrielle. Le temps de séchage correspond à la durée comprise entre le début et la fin de l'évaporation. Les conditions idéalisées suivantes sont retenues :
- Les conditions de processus dans l'appareil d'essai sont identiques à celles de l'installation industrielle.
- L'évaporation s'effectue à température constante.
- L'évaporation s'effectue à pression constante dans le système.
- Le coefficient de transfert thermique est identique dans les deux appareils.
- La différence de température moyenne entre le fluide caloporteur et le mélange est identique.
Le taux d'évaporation est calculé à partir de la masse évaporée Δm et du temps Δt nécessaire à cette évaporation pendant la phase d'évaporation maximale dans la mesure de référence :
ṁ_R = Δm/Δt
À l'aide de l'enthalpie d'évaporation h_V à la pression de vapeur saturante p_S issue de l'équation empirique, on peut déterminer le flux thermique nécessaire à l'évaporation dans l'appareil de référence :
Q̇_R = ṁ_R · h_V (p_S)
Le flux thermique traversant la surface de contact chauffée A de l'appareil cible peut ainsi être calculé comme suit :
Q̇_T = (Q̇_R · A_T)/A_R
Combien de temps dure le processus de séchage dans l'installation industrielle ?
La masse évaporée pendant toute la durée du séchage est égale à :
Δm_T = (f_(T2) - f_(T1)) · m_T
où f_(T1) et f_(T2) désignent la teneur en humidité du produit au début et à la fin de la phase de séchage.
Le taux d'évaporation est calculé à partir de la masse évaporée Δm et du temps Δt nécessaire à cette évaporation pendant la phase d'évaporation maximale dans la mesure de référence :
ṁ_R = Δm/Δt
À l'aide de l'enthalpie d'évaporation h_V à la pression de vapeur saturante p_S issue de l'équation empirique, on peut déterminer le flux thermique nécessaire à l'évaporation dans l'appareil de référence :
Q̇_R = ṁ_R · h_V(p_S)
Le flux thermique traversant la surface de contact chauffée A de l'appareil cible peut ainsi être calculé comme suit :
Q̇_T = (Q̇_R · A_T)/A_R = Q_T = Δm_T · h_V(p_S)
Ces valeurs permettent de calculer le temps de séchage dans l'appareil cible :
Δt_T = Q_T/Q̇_T
La masse évaporée pendant toute la durée du séchage est égale à :
Δm_T = (f_(T2) - f_(T1)) · m_T
où f_(T1) et f_(T2) désignent la teneur en humidité du produit au début et à la fin de la phase de séchage.
Le taux d'évaporation est calculé à partir de la masse évaporée Δm et du temps Δt nécessaire à cette évaporation pendant la phase d'évaporation maximale dans la mesure de référence :
ṁ_R = Δm/Δt
À l'aide de l'enthalpie d'évaporation h_V à la pression de vapeur saturante p_S issue de l'équation empirique, on peut déterminer le flux thermique nécessaire à l'évaporation dans l'appareil de référence :
Q̇_R = ṁ_R · h_V(p_S)
Le flux thermique traversant la surface de contact chauffée A de l'appareil cible peut ainsi être calculé comme suit :
Q̇_T = (Q̇_R · A_T)/A_R = Q_T = Δm_T · h_V(p_S)
Ces valeurs permettent de calculer le temps de séchage dans l'appareil cible :
Δt_T = Q_T/Q̇_T
Quelle doit être la puissance nominale du système de chauffage pour le grand séchoir ?
Le diagramme suivant présente les différents points de consommation. Chaque consommateur doit être alimenté en énergie thermique en quantité suffisante, calculée sur la base des besoins estimés. Le facteur de dimensionnement S permet de calculer le flux thermique dans le système de chauffage. Ce calcul repose sur le flux thermique Qvap nécessaire à l'évaporation.
Le facteur de conception S permet de calculer le flux thermique dans le système de chauffage sur la base du flux thermique Q̇_(vap) nécessaire à l'évaporation :
Q̇_(heat) = -Q̇_(vap) · S
Il en résulte le débit massique du fluide caloporteur :
ṁ_(heat) = (-Q̇_(vap) · S)/(c_p · (T_(2,heat) - T_(1,heat)))
Le débit massique du fluide caloporteur Qvap est déterminé par la capacité thermique spécifique cp, la température d'entrée du fluide caloporteur T1,heat et la température de sortie du fluide caloporteur T2,heat. Le fluide thermique doit être réparti de manière à alimenter suffisamment tous les consommateurs. Cela signifie que toutes les zones de l'espace de traitement doivent être chauffées de manière homogène. La condensation doit être évitée. Le produit humide doit être chauffé dans la mesure où l'énergie de la vapeur est évacuée. La température du mélange correspond à la température d'évaporation du vide adjacent.

Un séchoir-mélangeur sous vide amixon® d'une capacité de 16 m³.
Le diagramme suivant présente les différents points de consommation. Chaque consommateur doit être alimenté en énergie thermique en quantité suffisante, calculée sur la base des besoins estimés. Le facteur de dimensionnement S permet de calculer le flux thermique dans le système de chauffage. Ce calcul repose sur le flux thermique Qvap nécessaire à l'évaporation.
Le facteur de conception S permet de calculer le flux thermique dans le système de chauffage sur la base du flux thermique Q̇_(vap) nécessaire à l'évaporation :
Q̇_(heat) = -Q̇_(vap) · S
Il en résulte le débit massique du fluide caloporteur :
ṁ_(heat) = (-Q̇_(vap) · S)/(c_p · (T_(2,heat) - T_(1,heat)))
Le débit massique du fluide caloporteur Qvap est déterminé par la capacité thermique spécifique cp, la température d'entrée du fluide caloporteur T1,heat et la température de sortie du fluide caloporteur T2,heat. Le fluide thermique doit être réparti de manière à alimenter suffisamment tous les consommateurs. Cela signifie que toutes les zones de l'espace de traitement doivent être chauffées de manière homogène. La condensation doit être évitée. Le produit humide doit être chauffé dans la mesure où l'énergie de la vapeur est évacuée. La température du mélange correspond à la température d'évaporation du vide adjacent.
Un séchoir-mélangeur sous vide amixon® d'une capacité de 16 m³.
Quelle doit être la taille du filtre à vapeur pour le grand séchoir ?
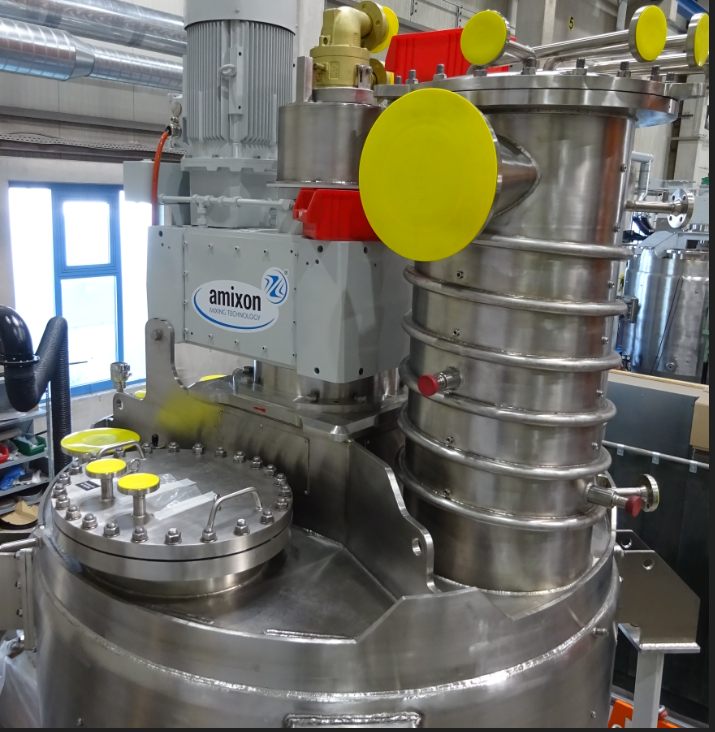

Filtre à vapeur en version pharmaceutique. 4 cartouches filtrantes métalliques. Montage par le côté.
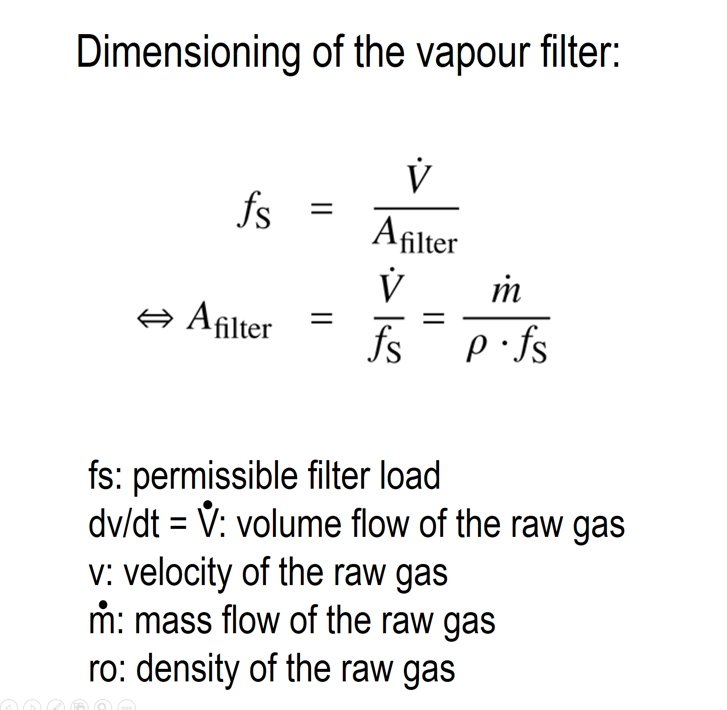
A_(filter) = V̇/f_S = ṁ/(ρ · f_S)
- Estimation de la surface de filtration nécessaire en fonction de la charge admissible du filtre fs
- À partir du débit volumique dV/dt, du débit massique dm/dt et de la densité ρ de la vapeur.
- La vitesse du gaz brut chargé de poussière v est égale à
- La charge sur la surface filtrante fs est définie en [m³/h/m²].
La vitesse de la vapeur est calculée dans les conduites d'entrée et de sortie comme suit :
V̇ = A_(pipe) · v = (d^2/4) · π · v ; v = (4 · V̇)/(d^2 · π)
Filtre à vapeur en version pharmaceutique. 4 cartouches filtrantes métalliques. Montage par le côté.
A_(filter) = V̇/f_S = ṁ/(ρ · f_S)
- Estimation de la surface de filtration nécessaire en fonction de la charge admissible du filtre fs
- À partir du débit volumique dV/dt, du débit massique dm/dt et de la densité ρ de la vapeur.
- La vitesse du gaz brut chargé de poussière v est égale à
- La charge sur la surface filtrante fs est définie en [m³/h/m²].
La vitesse de la vapeur est calculée dans les conduites d'entrée et de sortie comme suit :
V̇ = A_(pipe) · v = (d^2/4) · π · v ; v = (4 · V̇)/(d^2 · π)
Quelle doit être la taille du condenseur pour le grand séchoir ?
Q̇_(cond) = Q̇_(vap)
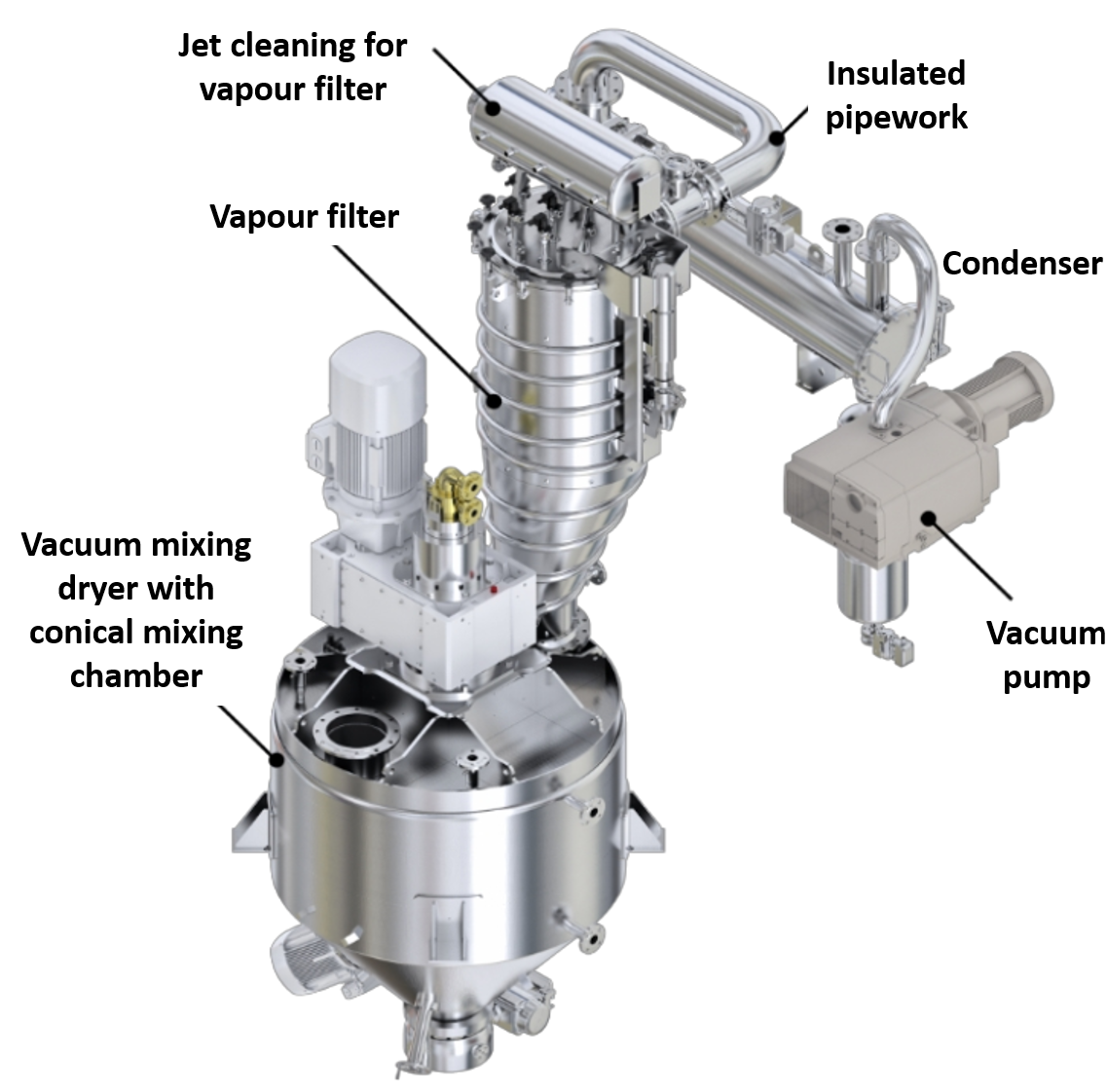
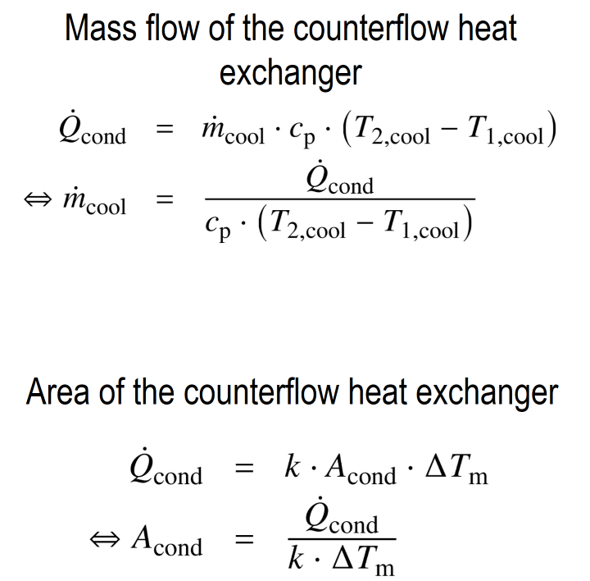
- La vapeur d'eau est épurée dans le filtre à vapeur et condensée dans le condenseur.
- Le flux thermique « Q̇cond » doit alors être évacué. C'est à cela que sert la surface de condensation refroidie « Acond ».
- En tenant compte du coefficient de transfert thermique et de la différence de température moyenne, on calcule le débit massique du fluide de refroidissement « ṁcool » :
- Lors de la détermination de la valeur « K », il faut tenir compte du type de construction du condenseur et du facteur d'encrassement prévu.
Pour la surface de condensation du transfert de chaleur dans un échangeur à contre-courant, on a :
Q̇_(cond) = k · A_(cond) · ΔT_m
A_(cond) = Q̇_(cond)/(k · ΔT_m)
Le débit massique du fluide de refroidissement est donné par :
Q̇_(cond) = ṁ_(cool) · c_p · (T_(2,cool) - T_(1,cool))
ṁ_(cool) = Q̇_(cond)/(c_p · (T_(2,cool) - T_(1,cool)))

Exemple : Rohrbündelkondensator K. Ley GmbH & Co. KG
Q̇_(cond) = Q̇_(vap)
- La vapeur d'eau est épurée dans le filtre à vapeur et condensée dans le condenseur.
- Le flux thermique « Q̇cond » doit alors être évacué. C'est à cela que sert la surface de condensation refroidie « Acond ».
- En tenant compte du coefficient de transfert thermique et de la différence de température moyenne, on calcule le débit massique du fluide de refroidissement « ṁcool » :
- Lors de la détermination de la valeur « K », il faut tenir compte du type de construction du condenseur et du facteur d'encrassement prévu.
Pour la surface de condensation du transfert de chaleur dans un échangeur à contre-courant, on a :
Q̇_(cond) = k · A_(cond) · ΔT_m
A_(cond) = Q̇_(cond)/(k · ΔT_m)
Le débit massique du fluide de refroidissement est donné par :
Q̇_(cond) = ṁ_(cool) · c_p · (T_(2,cool) - T_(1,cool))
ṁ_(cool) = Q̇_(cond)/(c_p · (T_(2,cool) - T_(1,cool)))
Exemple : Rohrbündelkondensator K. Ley GmbH & Co. KG
Une droite idéalise le débit massique du condensat
Quelle est l'intention lorsque le débit massique mesuré du condensat est moyenné par une droite ? Cette approximation grossière permet une comparaison avec un échangeur de chaleur à flux parallèle fonctionnant en continu. Les effets de la modification des paramètres du processus peuvent être calculés avec une très bonne approximation.

Cela correspond à la première phase de séchage après le chauffage du produit.
Quelle est l'intention lorsque le débit massique mesuré du condensat est moyenné par une droite ? Cette approximation grossière permet une comparaison avec un échangeur de chaleur à flux parallèle fonctionnant en continu. Les effets de la modification des paramètres du processus peuvent être calculés avec une très bonne approximation.
Cela correspond à la première phase de séchage après le chauffage du produit.
Combien de temps dure le processus de séchage dans la grande installation lorsque la température du fluide thermique est modifiée ?
Le transfert de chaleur pendant l'évaporation est similaire à celui d'un échangeur de chaleur à flux parallèle. Il en résulte, pour la différence de température moyenne du transfert de chaleur :
ΔT_m = ((T_(2,heat) - T_(vap)) - (T_(1,heat) - T_(vap)))/ln((T_(2,heat) - T_(vap))/(T_(1,heat) - T_(vap)))
La grande installation de séchage prévue peut fonctionner avec un fluide caloporteur plus chaud ou plus froid. Le temps de séchage varie alors. Ces considérations s'appuient sur le principe de fonctionnement d'un « échangeur de chaleur à flux parallèles ». La valeur de « T2,heat » ne peut être déterminée que par itération numérique. Cela permet d'obtenir une courbe approximative intéressante. Elle permet d'estimer les temps de séchage pour différentes températures du fluide caloporteur.
Le temps de séchage modifié est ainsi calculé comme suit :
Q̇_(vap) = Q_(vap)/Δt_(dry)
Δt_(dry) = Q_(vap)/Q̇_(vap)
Le transfert de chaleur pendant l'évaporation est similaire à celui d'un échangeur de chaleur à flux parallèle. Il en résulte, pour la différence de température moyenne du transfert de chaleur :
ΔT_m = ((T_(2,heat) - T_(vap)) - (T_(1,heat) - T_(vap)))/ln((T_(2,heat) - T_(vap))/(T_(1,heat) - T_(vap)))
La grande installation de séchage prévue peut fonctionner avec un fluide caloporteur plus chaud ou plus froid. Le temps de séchage varie alors. Ces considérations s'appuient sur le principe de fonctionnement d'un « échangeur de chaleur à flux parallèles ». La valeur de « T2,heat » ne peut être déterminée que par itération numérique. Cela permet d'obtenir une courbe approximative intéressante. Elle permet d'estimer les temps de séchage pour différentes températures du fluide caloporteur.
Le temps de séchage modifié est ainsi calculé comme suit :
Q̇_(vap) = Q_(vap)/Δt_(dry)
Δt_(dry) = Q_(vap)/Q̇_(vap)
Pourquoi faut-il plus de temps pour refroidir de la poudre sèche que pour chauffer de la poudre humide ?
Lors de l'estimation du temps de refroidissement « Δ tT », on part du principe que les conditions sont identiques dans l'installation d'essai et dans le séchoir industriel. Cela vaut aussi bien pour le coefficient de transfert thermique que pour la différence de température moyenne entre le fluide caloporteur et la température du produit. Le produit dans la grande installation doit être refroidi à la même température finale que celle testée dans l'installation expérimentale.
De manière analogue au calcul du temps de séchage dans l'appareil cible, la formule suivante s'applique au transfert de chaleur lors du refroidissement :
k · ΔT_m = Q̇_R/A_R = Q̇_T/A_T
Le temps de refroidissement peut ainsi être calculé à l'aide des masses de produit dans l'appareil de référence et l'appareil cible m_R et m_T, des surfaces de contact A_R et A_T ainsi que du temps de refroidissement de l'appareil de référence Δt_R :
Q̇_R/A_R = Q̇_T/A_T
(m_R · c_p · ΔT_R)/(A_R · Δt_R) = (m_T · c_p · ΔT_T)/(A_T · Δt_T)
Δt_T = (m_T · A_R · Δt_R)/(A_T · m_R)
Lors de l'estimation du temps de refroidissement « Δ tT », on part du principe que les conditions sont identiques dans l'installation d'essai et dans le séchoir industriel. Cela vaut aussi bien pour le coefficient de transfert thermique que pour la différence de température moyenne entre le fluide caloporteur et la température du produit. Le produit dans la grande installation doit être refroidi à la même température finale que celle testée dans l'installation expérimentale.
De manière analogue au calcul du temps de séchage dans l'appareil cible, la formule suivante s'applique au transfert de chaleur lors du refroidissement :
k · ΔT_m = Q̇_R/A_R = Q̇_T/A_T
Le temps de refroidissement peut ainsi être calculé à l'aide des masses de produit dans l'appareil de référence et l'appareil cible m_R et m_T, des surfaces de contact A_R et A_T ainsi que du temps de refroidissement de l'appareil de référence Δt_R :
Q̇_R/A_R = Q̇_T/A_T
(m_R · c_p · ΔT_R)/(A_R · Δt_R) = (m_T · c_p · ΔT_T)/(A_T · Δt_T)
Δt_T = (m_T · A_R · Δt_R)/(A_T · m_R)
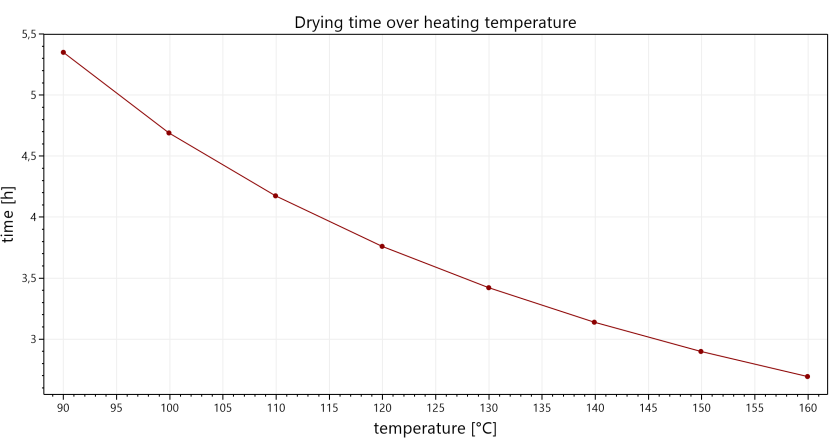
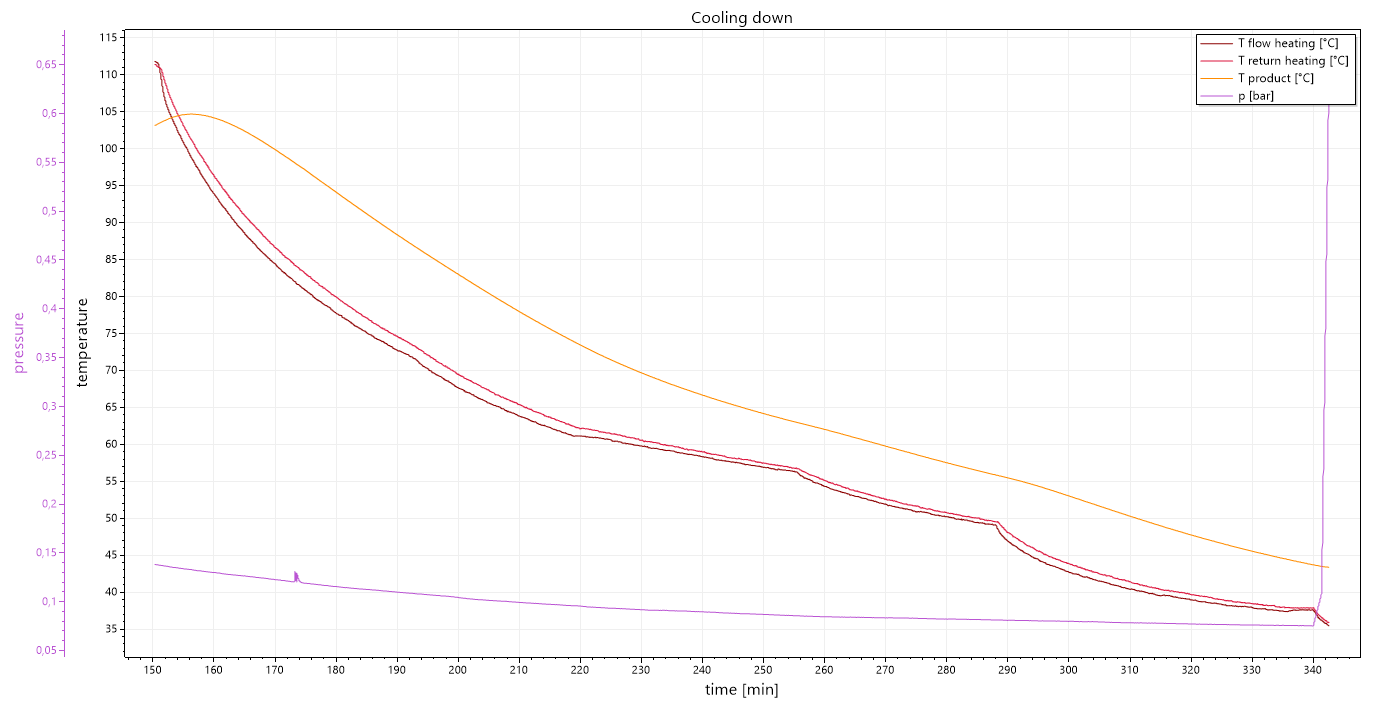
Que remarque-t-on sur ce diagramme lors du refroidissement de l'enrobé ?
Un déroulement typique du refroidissement est représenté ci-dessous. Le refroidissement d'une poudre sèche prend plus de temps que le chauffage d'une poudre humide. Il y a deux explications à cela :
- Un liquide conduit beaucoup mieux la chaleur que la plupart des solides.
- Le film liquide qui entoure une particule humide peut mouiller la paroi qui transmet la chaleur. Cela favorise le transfert de chaleur. En revanche, une particule sèche ne touche que ponctuellement la surface tempérée.
Dans le cas présent, le séchoir a été chauffé avec une différence de température très élevée. L'huile thermique était au départ à environ 120°C. Dans ce cas, il faut d'abord refroidir l'ensemble de l'accumulateur d'huile thermique dans l'aller de l'installation. Ainsi, le refroidissement de la poudre sèche s'effectue avec une hystérésis marquée.
Si l'on utilisait de l'eau comme fluide caloporteur, le processus de refroidissement se déroulerait de manière accélérée.
Un déroulement typique du refroidissement est représenté ci-dessous. Le refroidissement d'une poudre sèche prend plus de temps que le chauffage d'une poudre humide. Il y a deux explications à cela :
- Un liquide conduit beaucoup mieux la chaleur que la plupart des solides.
- Le film liquide qui entoure une particule humide peut mouiller la paroi qui transmet la chaleur. Cela favorise le transfert de chaleur. En revanche, une particule sèche ne touche que ponctuellement la surface tempérée.
Dans le cas présent, le séchoir a été chauffé avec une différence de température très élevée. L'huile thermique était au départ à environ 120°C. Dans ce cas, il faut d'abord refroidir l'ensemble de l'accumulateur d'huile thermique dans l'aller de l'installation. Ainsi, le refroidissement de la poudre sèche s'effectue avec une hystérésis marquée.
Si l'on utilisait de l'eau comme fluide caloporteur, le processus de refroidissement se déroulerait de manière accélérée.
Vous avez d'autres questions ? .... Vous pouvez nous contacter à tout moment.
© Copyright by amixon GmbH