
Gyraton silo mixers for the extraction, processing and refining of rare earths

Consistently conditioned feed material is essential for stable and tightly controlled process windows in bulk solids processing..
The Gyraton® silo mixer from amixon® combines the functions of a precision mixer, buffer vessel, and storage silo between process stages. It delivers a homogeneous material composition, a controlled particle size distribution, and precisely adjusted rheological flow properties throughout the entire batch.
This high level of homogeneity enables downstream unit operations—such as acid leaching, precipitation, filtration, flocculation, sedimentation, drying, and calcination—to operate within tightly defined parameters. The result is improved recovery rates, enhanced product quality, and increased plant throughput, while reducing the specific consumption of reagents and energy.
Neodymium is a key material for high-performance permanent magnets in the wind power and e-mobility sectors. Praseodymium is used as an alloy and glass additive. Dysprosium serves as a dopant for temperature-stable traction magnets. Terbium is an important phosphor component in displays. Europium is an activator in phosphors for screens. Yttrium is a carrier material for high-performance ceramics and laser materials.
Why homogenisation is crucial in long process chains
Non-homogeneous feedstocks (ore fines, bulk materials, emulsions, solutions, suspensions) lead to unstable process results. Adjusting the process parameters worsens the material balance and increases energy consumption. A defined intermediate homogenisation stabilises the processes. The Gyraton® silo mixer operates either continuously or in batches, delivering homogeneous batches of up to 100 m³.
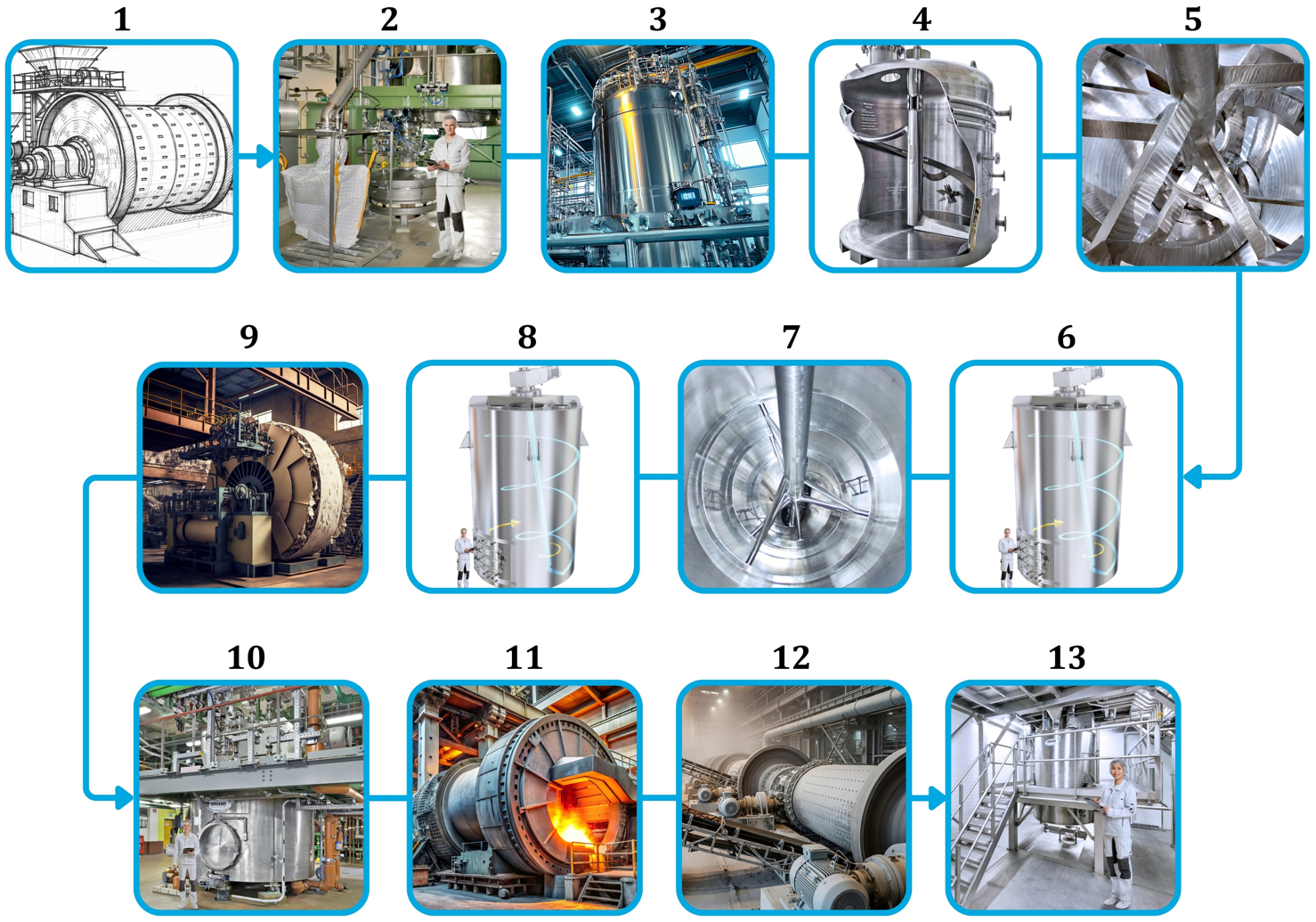
The more homogeneous the feedstocks (powders, bulk materials or suspensions) are before each process step, the higher the yield. An example of this is the processing of the rare-earth ore neodymium:
- The raw ore is ground into a fine powder in crushers and mills to expose the valuable minerals.
- Classification by particle size.
- Separation by particle density.
- Processing of the slurry. Solid content and rheology are optimised for hydrometallurgy.
- Acid leaching of the minerals.
- Intermediate homogenisation of the solution/slurry in the Gyraton® silo mixer.
- Chemical precipitation, crystallisation, sedimentation and flocculation.
- Intermediate homogenisation, optional.
- Filtration/washing of the rare-earth-containing solid cake.
- Drying and homogenisation in a vacuum mixing dryer.
- Calcination to neodymium oxide.
- Ultrafine grinding and further separation processes.
- Mixing as a preliminary step for mechanical alloying.
Non-homogeneous feedstocks (ore fines, bulk materials, emulsions, solutions, suspensions) lead to unstable process results. Adjusting the process parameters worsens the material balance and increases energy consumption. A defined intermediate homogenisation stabilises the processes. The Gyraton® silo mixer operates either continuously or in batches, delivering homogeneous batches of up to 100 m³.
The more homogeneous the feedstocks (powders, bulk materials or suspensions) are before each process step, the higher the yield. An example of this is the processing of the rare-earth ore neodymium:
- The raw ore is ground into a fine powder in crushers and mills to expose the valuable minerals.
- Classification by particle size.
- Separation by particle density.
- Processing of the slurry. Solid content and rheology are optimised for hydrometallurgy.
- Acid leaching of the minerals.
- Intermediate homogenisation of the solution/slurry in the Gyraton® silo mixer.
- Chemical precipitation, crystallisation, sedimentation and flocculation.
- Intermediate homogenisation, optional.
- Filtration/washing of the rare-earth-containing solid cake.
- Drying and homogenisation in a vacuum mixing dryer.
- Calcination to neodymium oxide.
- Ultrafine grinding and further separation processes.
- Mixing as a preliminary step for mechanical alloying.
How can ideal mixing results be achieved with minimal drive power?

The design principle of the Gyraton® silo mixer is based on the use of a silo. Materials are stored and discharged from it as required. The relatively long residence time is consistently utilised for mixing. This takes place at an extremely low rotational speed. The mixing element requires only 10 to 20 per cent of the drive power of a conventional precision mixer. The reason for this is that two movements are superimposed: the rotation of the mixing helix around its own axis and the precessional movement of the gimbal-mounted helix shaft. The base of the cylindrical silo is designed as a flat spherical shell.
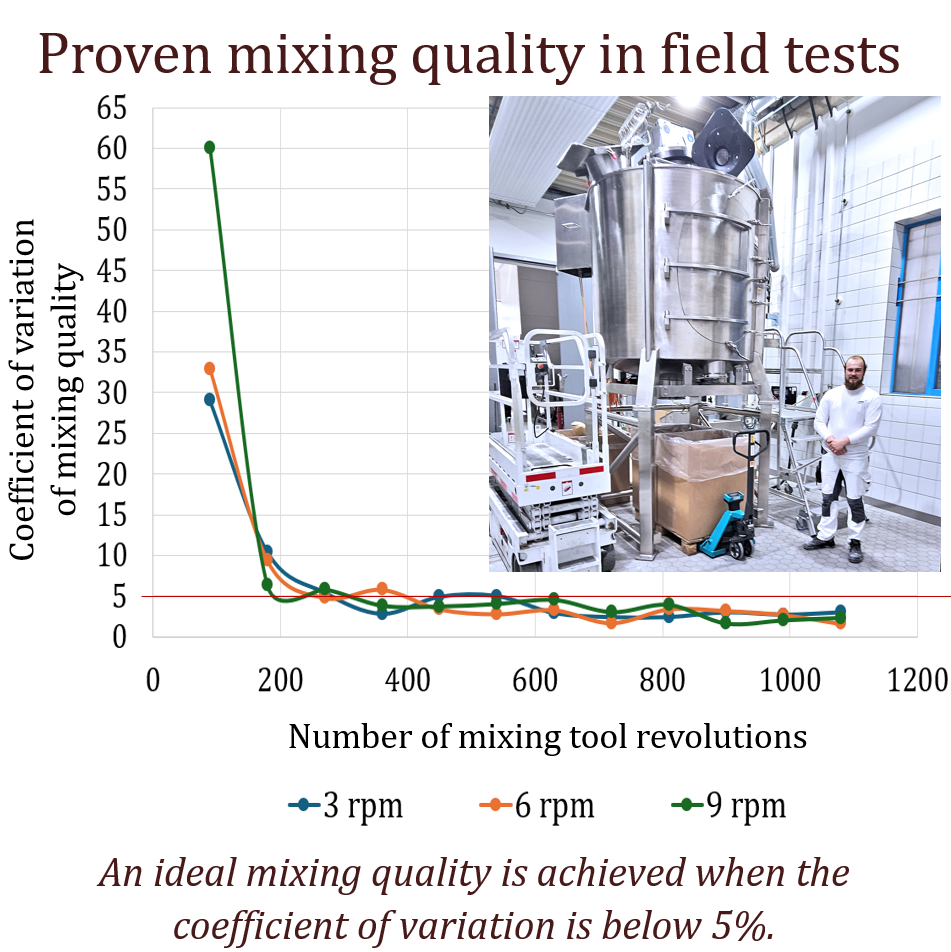
The mixing helix conveys the product upwards in a spiral pattern, whilst gravity returns it downwards. This mixing principle is effective even at fill levels from approx. 3% and produces ideal mixing quality. Even at a ratio of 1 to 100,000, repeated mixing tests show a coefficient of variation in mixing quality of less than 5%. The mixing process is free of dead spaces and is independent of the flow properties of the materials being mixed.
The design principle of the Gyraton® silo mixer is based on the use of a silo. Materials are stored and discharged from it as required. The relatively long residence time is consistently utilised for mixing. This takes place at an extremely low rotational speed. The mixing element requires only 10 to 20 per cent of the drive power of a conventional precision mixer. The reason for this is that two movements are superimposed: the rotation of the mixing helix around its own axis and the precessional movement of the gimbal-mounted helix shaft. The base of the cylindrical silo is designed as a flat spherical shell.
The mixing helix conveys the product upwards in a spiral pattern, whilst gravity returns it downwards. This mixing principle is effective even at fill levels from approx. 3% and produces ideal mixing quality. Even at a ratio of 1 to 100,000, repeated mixing tests show a coefficient of variation in mixing quality of less than 5%. The mixing process is free of dead spaces and is independent of the flow properties of the materials being mixed.
How is the mixing quality verified?
A Gyraton® test silo mixer is used as the reference system. It is filled with 3 m³ of a dry, powdery mixture with a broad particle size distribution (x_v = 40–1000 µm). The batch size is 1500 kg. Finally, 15 g of a finely dispersed dye powder (x_v = 10–100 µm, bulk density approx. 0.25 kg/dm³) is added. The mixing process then begins.
After a defined number of revolutions, the mixing process is stopped. Samples of approximately 30 g each are taken at ten different positions within the mixing chamber. Exactly 15 g of this is used for the analysis. The adjacent graph shows the trend of the coefficient of variation of the mixing quality.
It is striking that the mixing quality develops in a very similar manner regardless of the mixing tool’s rotational frequency. This is precisely what qualifies the Gyraton® silo mixer as a cost-effective precision mixer for demanding tasks and large product volumes.
A Gyraton® test silo mixer is used as the reference system. It is filled with 3 m³ of a dry, powdery mixture with a broad particle size distribution (x_v = 40–1000 µm). The batch size is 1500 kg. Finally, 15 g of a finely dispersed dye powder (x_v = 10–100 µm, bulk density approx. 0.25 kg/dm³) is added. The mixing process then begins.
After a defined number of revolutions, the mixing process is stopped. Samples of approximately 30 g each are taken at ten different positions within the mixing chamber. Exactly 15 g of this is used for the analysis. The adjacent graph shows the trend of the coefficient of variation of the mixing quality.
It is striking that the mixing quality develops in a very similar manner regardless of the mixing tool’s rotational frequency. This is precisely what qualifies the Gyraton® silo mixer as a cost-effective precision mixer for demanding tasks and large product volumes.
Another Gyraton mixing silo with a gross volume of 13 m³ will soon be available for testing
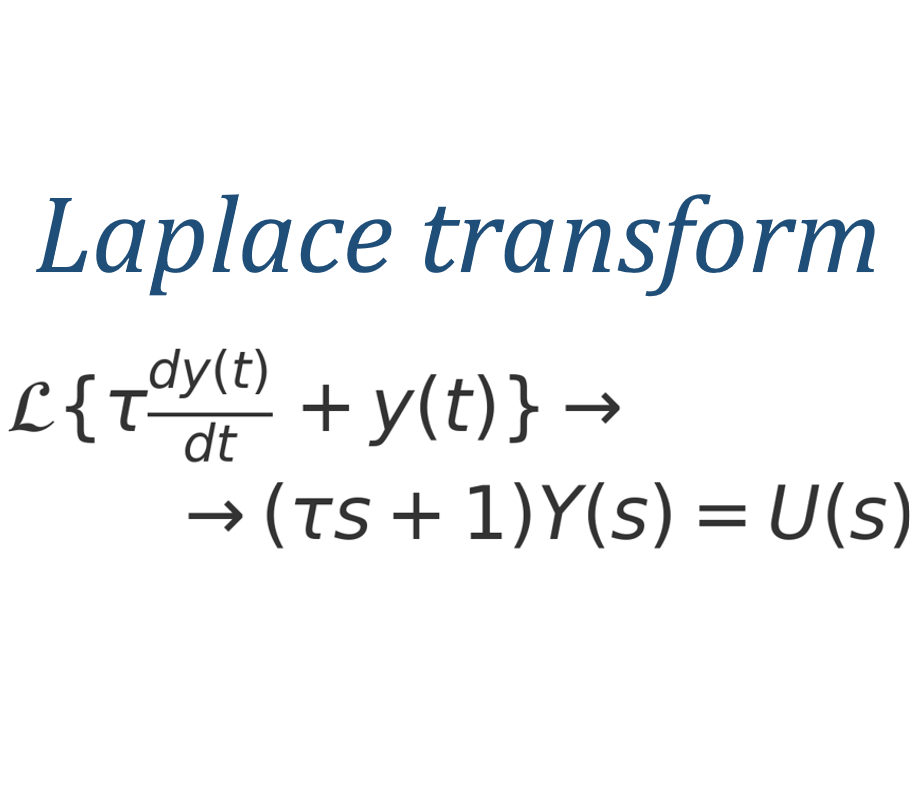
Laplace analysis quantifies these smoothing effects and describes the Gyraton® mixing silo as a dynamic low-pass filter for dosing fluctuations: in this way, time constants, damping ratio and permissible dosing errors can be derived directly from the measured mixing quality curves.
At our technical centre, we mix and process your original products in batch sizes of up to 10 m³. The parameters determined in this way can be reliably applied to silo mixers with a volume of over 100 m³.
The Gyraton® mixing silo can also be used in continuous operation. In this case, it performs both buffering and homogenisation. As the fill level increases, fluctuations in quality are increasingly mitigated. Discharge takes place as a homogeneous product stream, continuously supplying the downstream process stages. Test operations demonstrate that the Gyraton® silo mixer significantly smooths out dosing errors.
Laplace analysis quantifies these smoothing effects and describes the Gyraton® mixing silo as a dynamic low-pass filter for dosing fluctuations: in this way, time constants, damping ratio and permissible dosing errors can be derived directly from the measured mixing quality curves.
At our technical centre, we mix and process your original products in batch sizes of up to 10 m³. The parameters determined in this way can be reliably applied to silo mixers with a volume of over 100 m³.
The Gyraton® mixing silo can also be used in continuous operation. In this case, it performs both buffering and homogenisation. As the fill level increases, fluctuations in quality are increasingly mitigated. Discharge takes place as a homogeneous product stream, continuously supplying the downstream process stages. Test operations demonstrate that the Gyraton® silo mixer significantly smooths out dosing errors.
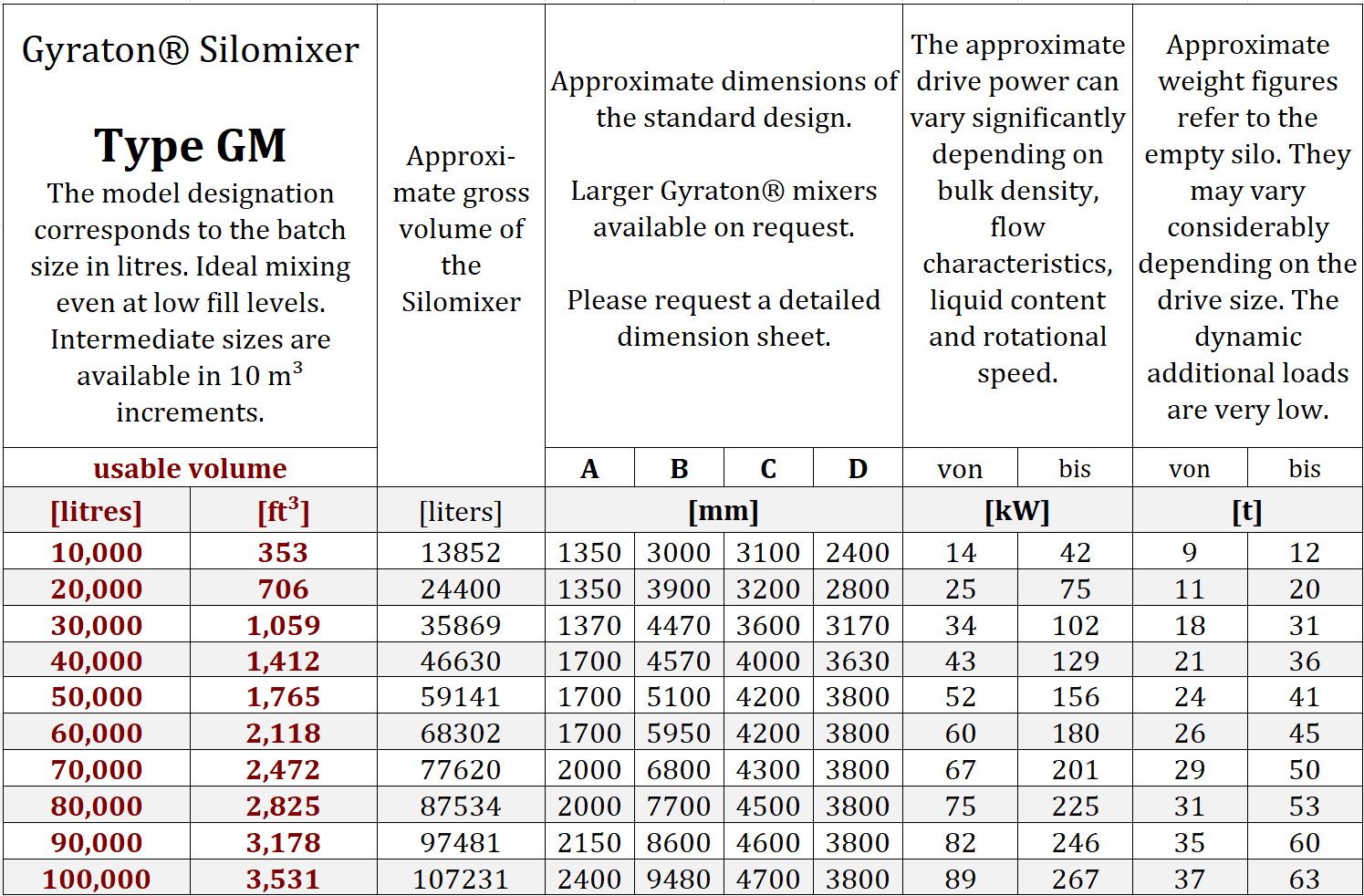
Batch size, mixing time and required drive power
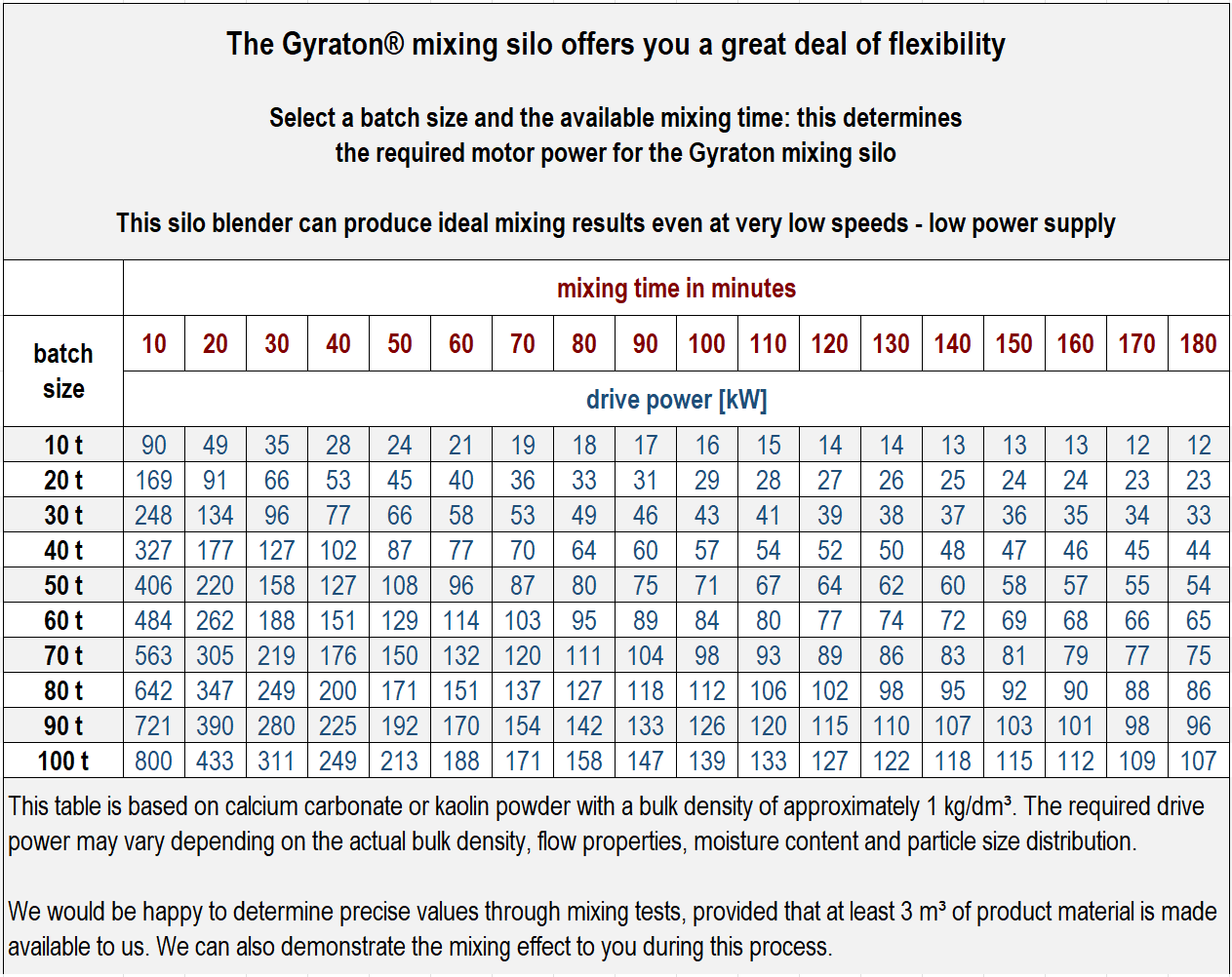
The Gyraton® silo mixer is characterised by a high degree of process flexibility: “You specify the batch size and the available mixing time. This determines the required drive power”. This precision mixer achieves excellent homogeneity of the bulk material even at very low speeds. This explains the particularly low power requirement.
This design table uses calcium carbonate and kaolin powder in their dry state as examples. Their bulk density is approximately 1 kg/dm³. The actual power requirement varies and depends on the bulk density, flow properties, moisture content, as well as particle size and size distribution.
The amixon® team would be happy to determine the exact design data for your specific application. For the tests, we require at least 3 m³ of your material to be made available to us. As part of this evaluation, we can also demonstrate the mixing effect to you in practice.
The Gyraton® silo mixer is characterised by a high degree of process flexibility: “You specify the batch size and the available mixing time. This determines the required drive power”. This precision mixer achieves excellent homogeneity of the bulk material even at very low speeds. This explains the particularly low power requirement.
This design table uses calcium carbonate and kaolin powder in their dry state as examples. Their bulk density is approximately 1 kg/dm³. The actual power requirement varies and depends on the bulk density, flow properties, moisture content, as well as particle size and size distribution.
The amixon® team would be happy to determine the exact design data for your specific application. For the tests, we require at least 3 m³ of your material to be made available to us. As part of this evaluation, we can also demonstrate the mixing effect to you in practice.
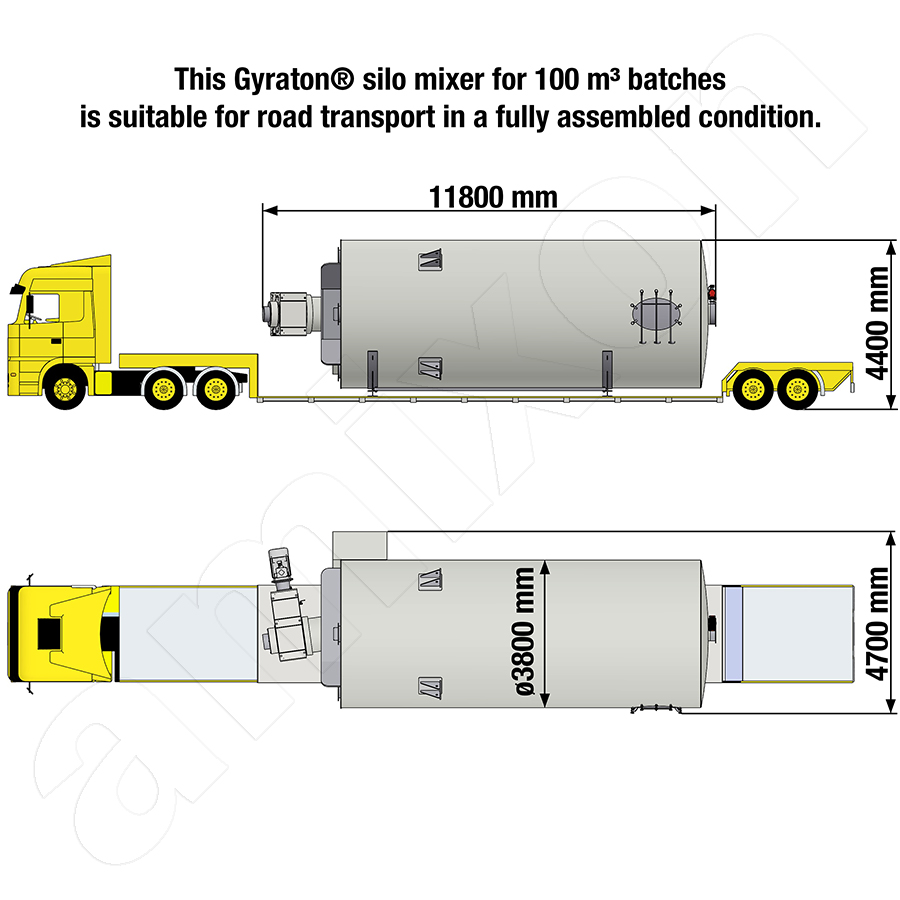
The transport dimensions of a 100 m³ Gyraton® silo mixer allow it to be transported by road in a fully assembled state
Suppose you receive 50 m³ of finely ground rare-earth material. The proportions of the valuable elements neodymium, praseodymium, cobalt and terbium are distributed unevenly throughout the material. A single 50-m³ batch of such ground material can – depending on the concentrations of Nd, Pr, Co and Tb – represent a value in the seven-figure euro range.
In this case, the batch is fed into a Gyraton® silo mixer and homogenised overnight using very low drive power. The following morning, an extremely precise mixing quality is achieved. In practice, a single sample is then sufficient to reliably determine the concentration of valuable materials in the entire batch. It is not uncommon for the investment in a Gyraton® mixing silo to pay for itself in a short time: firstly, through the precise knowledge of the concentration of valuable materials, and secondly, through the homogeneous feedstock at the start of the concentration process.
Suppose you receive 50 m³ of finely ground rare-earth material. The proportions of the valuable elements neodymium, praseodymium, cobalt and terbium are distributed unevenly throughout the material. A single 50-m³ batch of such ground material can – depending on the concentrations of Nd, Pr, Co and Tb – represent a value in the seven-figure euro range.
In this case, the batch is fed into a Gyraton® silo mixer and homogenised overnight using very low drive power. The following morning, an extremely precise mixing quality is achieved. In practice, a single sample is then sufficient to reliably determine the concentration of valuable materials in the entire batch. It is not uncommon for the investment in a Gyraton® mixing silo to pay for itself in a short time: firstly, through the precise knowledge of the concentration of valuable materials, and secondly, through the homogeneous feedstock at the start of the concentration process.
Trials with original products on a semi-industrial scale
The amixon® Technical Centre facilitates process engineering trials on a semi-industrial scale. The range of processes covers mixing, agglomeration, wetting and coating, through to vacuum drying and chemical synthesis. More than thirty test mixers are available at the headquarters in Paderborn. In addition, many more amixon® test machines are available at the technical centres in Japan, China, Korea, India, Thailand and the USA.

The amixon® Technical Centre facilitates process engineering trials on a semi-industrial scale. The range of processes covers mixing, agglomeration, wetting and coating, through to vacuum drying and chemical synthesis. More than thirty test mixers are available at the headquarters in Paderborn. In addition, many more amixon® test machines are available at the technical centres in Japan, China, Korea, India, Thailand and the USA.
© Copyright by amixon GmbH